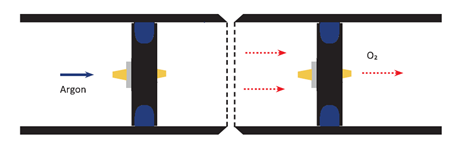
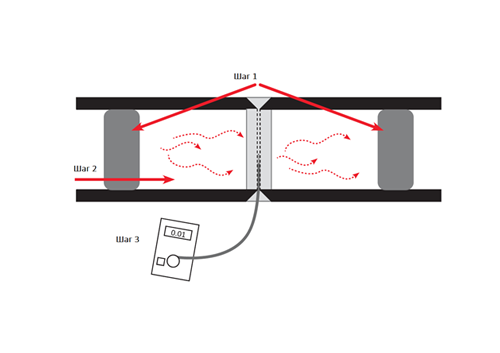
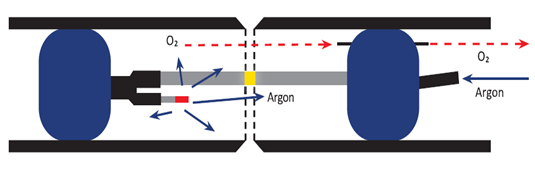
Чтобы понизить содержание воздуха внутри трубы до значения, обеспечивающего формирование качественного сварного соединения, объем закачиваемого защитного газа должен превышать заполняемый объем (т.е. внутри трубы должно создаваться давление защитной среды). Чем больше габаритные размеры трубы, тем выше расход защитного газа и больше времени требуется для заполнения всего объема. Для экономии газа на поддув корня шва рационально применять специальные приспособления – заглушки для труб под сварку, которые уменьшают рабочий объем защитной среды, обеспечивая при этом ее требуемую концентрацию.
Простота эксплуатации
Идеальное качество шва

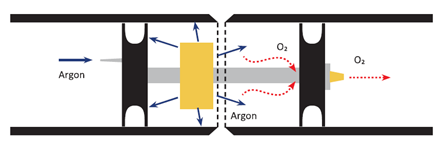
Содержание остаточного
O2 в Ar 500 ppm

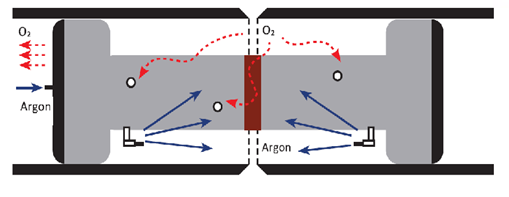
Содержание остаточного
O2 в Ar 200 ppm
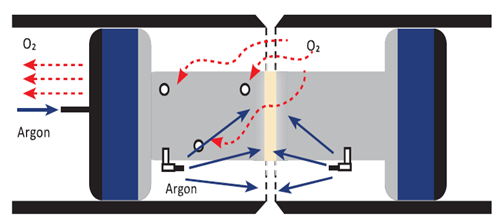
Содержание остаточного
O2 в Ar 12 ppm
Применение рассмотренных сварочных приспособлений позволяет уменьшить расход защитного газа до 5-10 л/мин. что приводит к снижению затрат на защиту обратной стороны шва. Особенно они актуальны при сварке труб большой длины, а также угловых отводов, в которых невозможно применять другие типы защитных приспособлений.Экономия расходов на защитный газ
Наша компания представляет своим клиентам два исполнения заглушек для защиты корня шва: пневматические и металлические, которые в свою очередь имеют разные конфигурации и типы.Различные конфигурации под Ваши нужды
Как правило, первые (Системы продувки надувные) выполнены из силикона, способного выдерживать нагрев до 320°С и оснащены гибким металлическим соединителем. Такая конструкция позволяет изолировать объем газовой полости под швом, что значительно уменьшает расход защитного газа.
Тип 1
Тип 2
Тип 3
Основной рабочий элемент жесткой заглушки – эластичное кольцо из натуральной резины, зажатое в металлическом корпусе, которое плотно прижимается к стенкам трубы. В заглушках для сварки труб с поддувом имеется специальный канал для подачи технологических газов внутрь опломбированной полости.
Тип 1.
Тип 2.