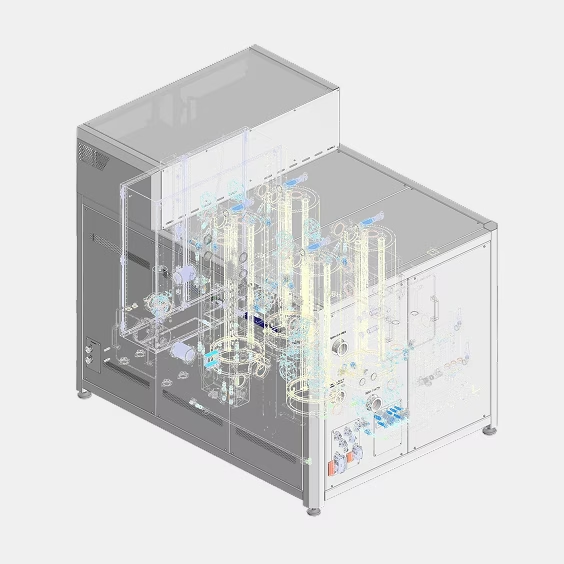
Установка роботизированной лазерно-порошковой наплавки в контролируемой атмосфере iRS-CL-clad
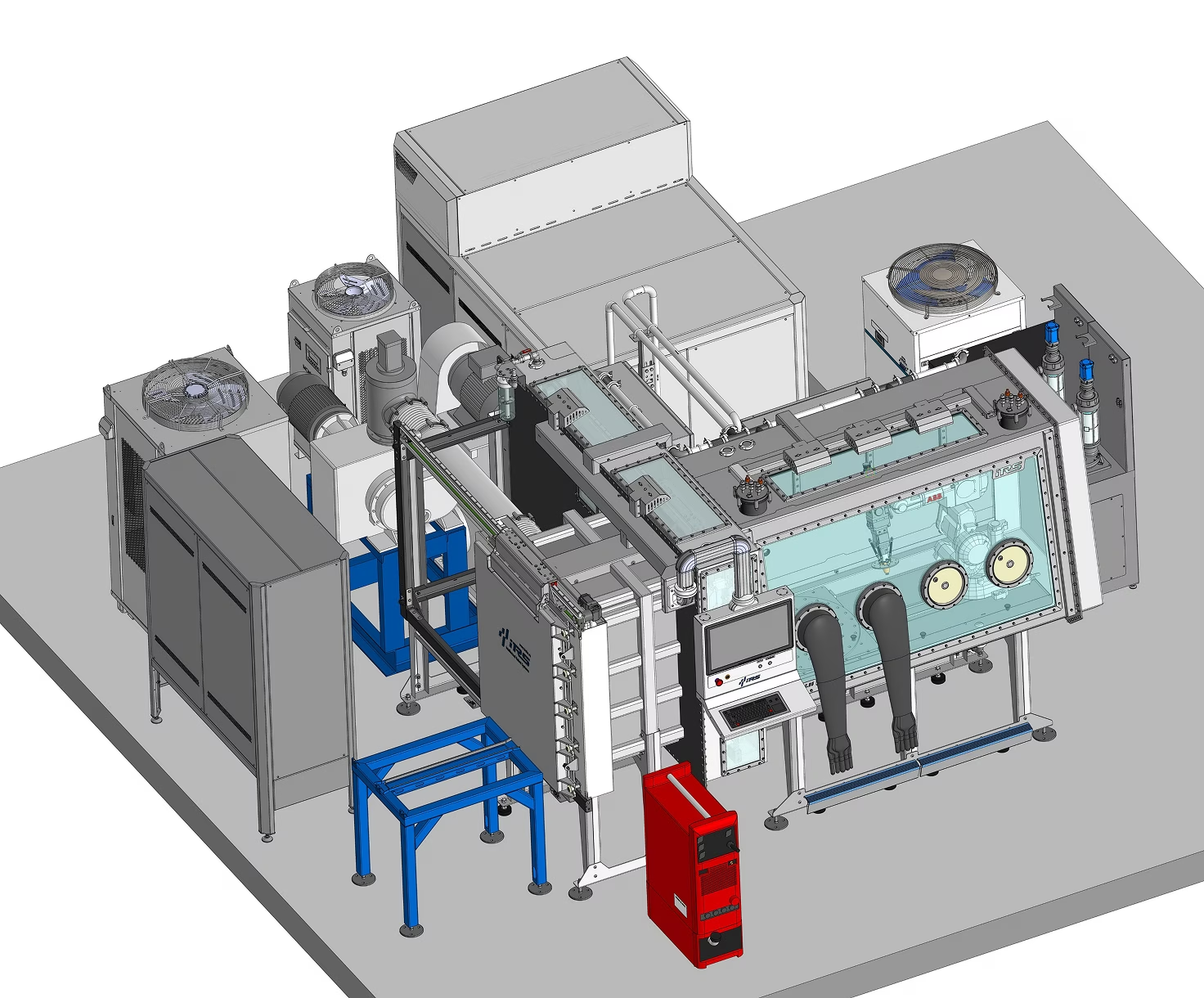
Установка роботизированной лазерно-порошковой наплавки в контролируемой атмосфере iRS-CL-clad — это автоматическая система для нанесения покрытий на металлы и сплавы закрытого типа в контролируемой атмосфере.
Основной принцип работы
Процесс лазерной наплавки происходит в контролируемой атмосфере аргона. Это позволяет получить гарантированно высокое качество наплавленного материала, отсутствие порообразования и образования оксидных плёнок при наплавке материалов с высокой химической активностью.
Обрабатываемые изделия устанавливаются комплектом на тележку, расположенную на загрузочном столе. Тележка с изделиями вручную перемещается в вакуумный шлюз. Воздух из шлюза откачивается воздух до референтного значения давления. В шлюз подаётся аргон, давление между шлюзом и основной камерой выравнивается. Шлюз в автоматическом режиме открывается.
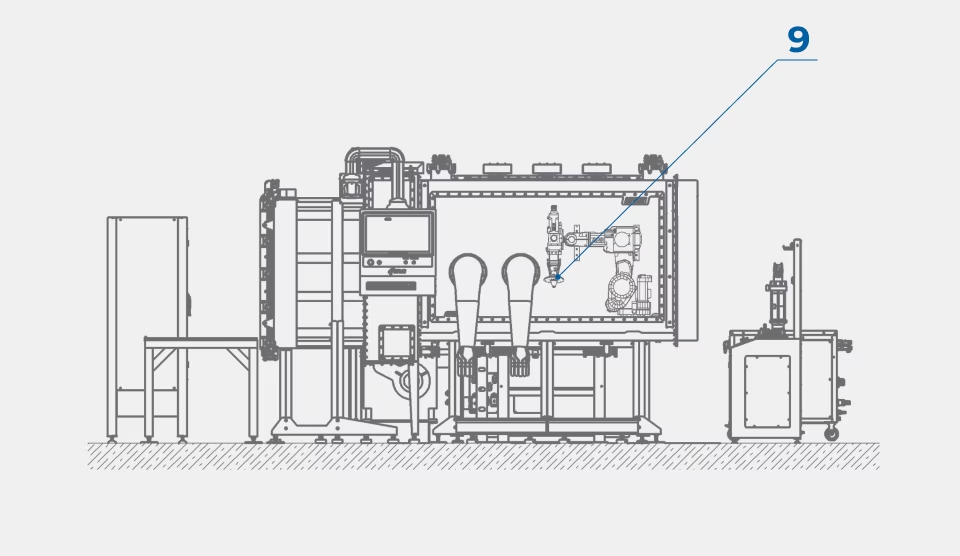
Промышленный робот промышленным захватом устанавливает изделие на поворотный стол. Робот в автоматическом режиме меняет инструмент на лазерную оптическую головку и начинает процесс обработки. После завершения обработки промышленный робот снова меняет инструмент и ставит обработанное изделие на палету. Процесс повторяется для следующего изделия.
Ключевые преимущества
- Контролируемая атмосфера
- Экономия времени и аргона
- полностью разгерметизировать камеру;
- заново откачивать воздух (если используется вакуум);
- продувать камеру инертным газом до достижения нужной чистоты атмосферы;
- контролировать состав среды газоанализаторами.
Обработка ведётся в контролируемой атмосфере аргона из нержавеющей стали. Камера полностью изолирует рабочую область от кислорода, влаги, азота и других вредных примесей, которые могут ухудшить качество шва. Это особенно важно при сварке химически активных металлов, таких как титан, который начинает реагировать с воздухом уже при температуре 400–500 °C. Система контроля и регенерации атмосферы отслеживает и регулирует содержание кислорода, водорода, азота и влаги.
Шлюз предотвращает попадание воздуха в рабочую зону. Без шлюза после каждой загрузки новой детали пришлось бы:
Продувка камеры аргоном или гелием — затратный процесс. Шлюз минимизирует расход газа, так как не требует полной замены атмосферы после каждой загрузки. Особенно это актуально для крупных камер с большим объёмом
- Автоматическая обработка пакета деталей
- Возможность ручной наплавки и исправления дефектов
Задача оператора — загрузить паллет с деталями в вакуумный шлюз. Далее промышленный робот и автоматика система сделает всё самостоятельно (подробное описание работы системы см ниже)
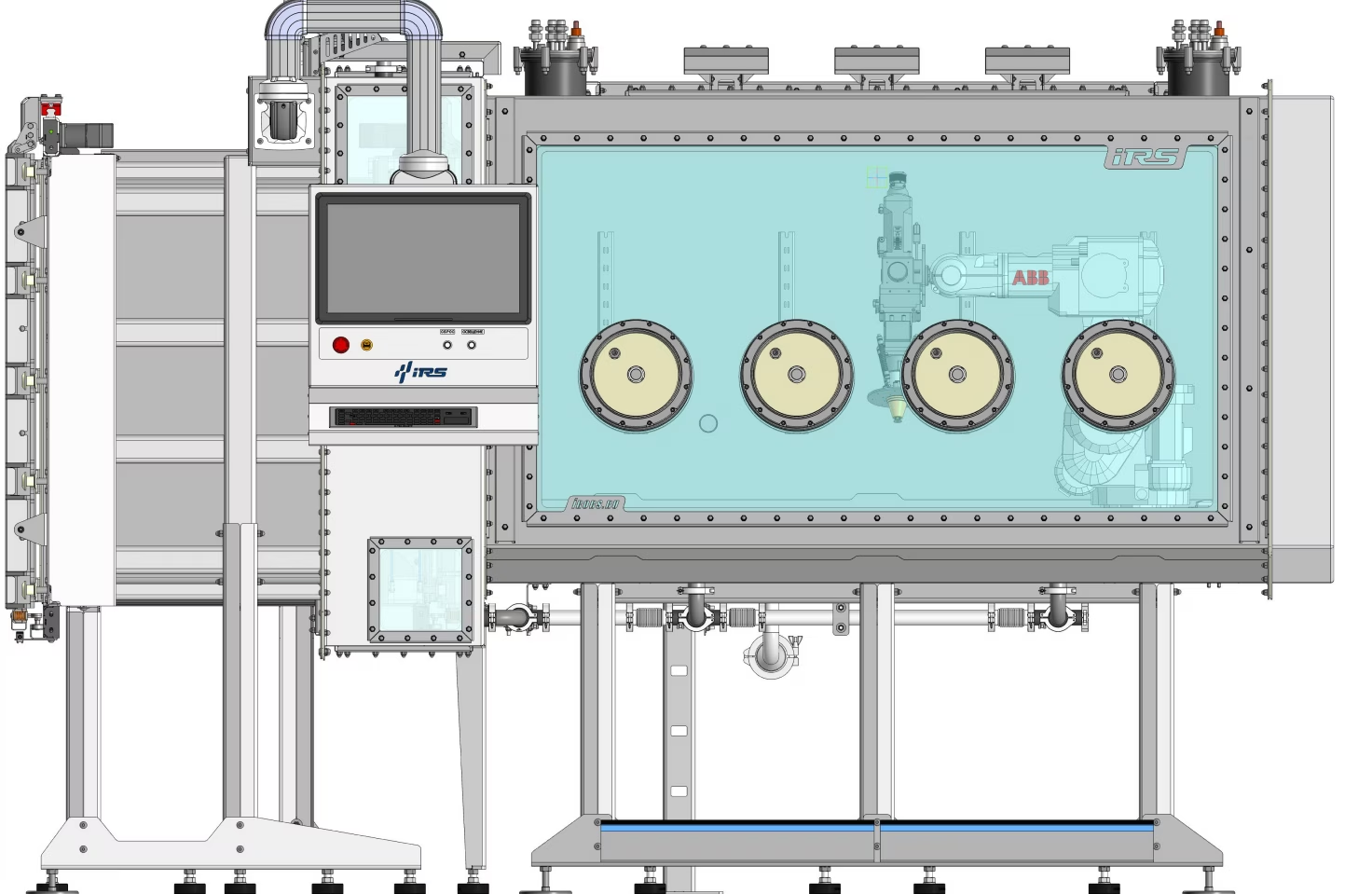
В корпусе камеры имеется 4 перчаточных ввода. Это позволяет производить ремонт и восстановление деталей вручную.
- Возможность наплавки проволокой и порошком
- Реакторная система очистки и анализа атмосферы
В систему может быть интегрирован дополнительный инструмент (№ 3) — лазерная оптическая головка для наплавки проволокой. Смена инструмента также выполняется в автоматическом режиме
Непрерывно контролирует и удаляет содержание примесей кислорода, влаги, азота, углеводородов и других загрязнителей в автоматическом режиме снижая расход защитного газа в сравнении с методами постоянной или периодической продувки.
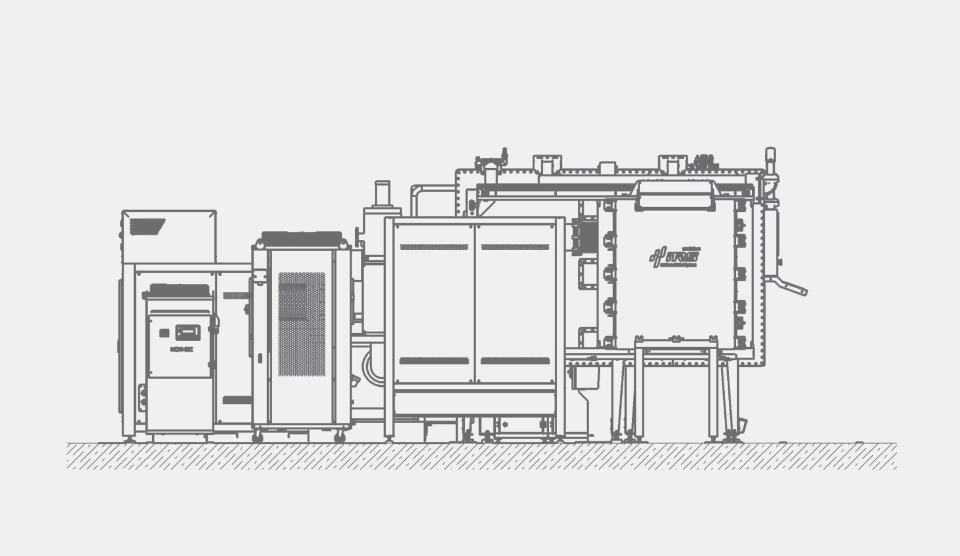
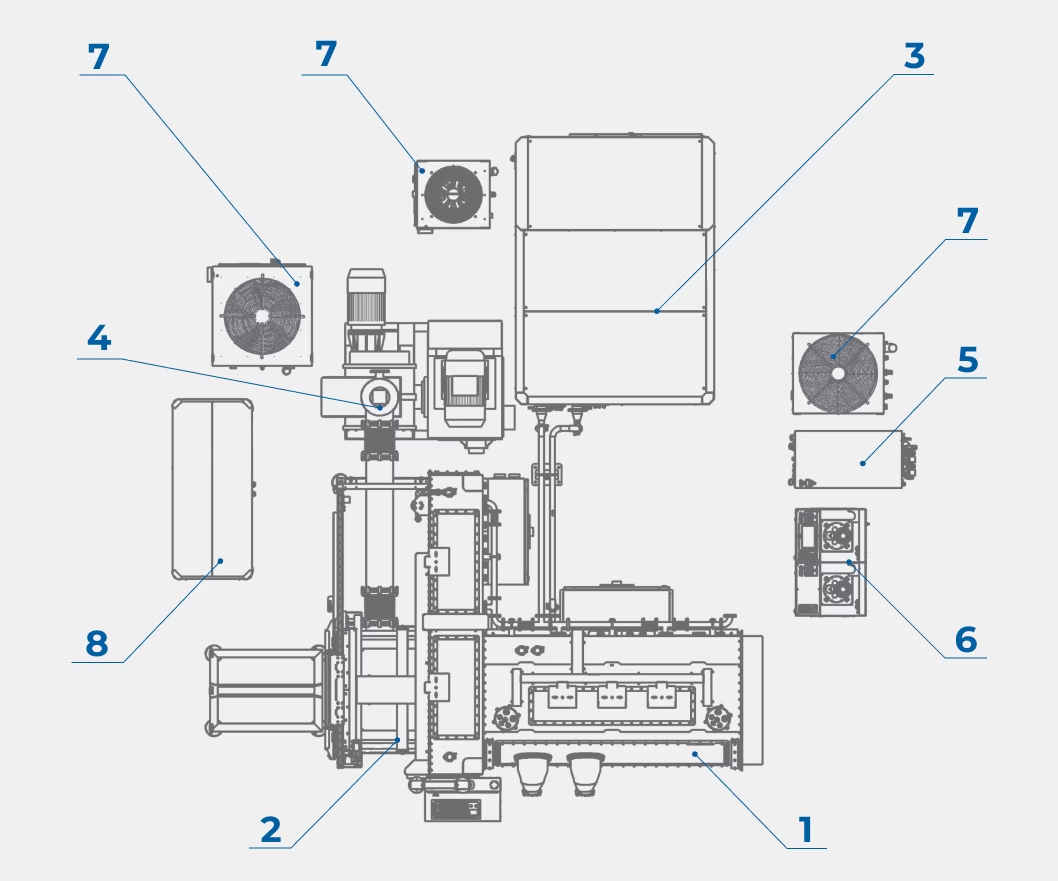
Основные компоненты комплекса
- Камера атмосферная защитная
- Шлюз загрузочный вакуумный
- Установка регенерации
- Насосная вакуумная группа
- Лазерный источник
- Питатель порошковый
- Чиллеры
- Шкаф газовый
- Робот промышленный с лазерной наплавочной головкой
Технические характеристики установки
Минимальный диаметр изделия — 30 мм
Максимальный диаметр изделия — 500 мм
Максимальная длина изделий — 800 мм
Максимальный вес изделия — 30 кг
Частота вращения шпинделя при наплавке — 60 об/мин (макс.)
Вид наплавочного материала — проволока, порошок
Промышленный робот FANUC / ABB / KUKA
Технологический процесс наплавки
- Подготовка
поверхности:
поверхность изделия очищается от загрязнений и окислов, чтобы обеспечить адгезию нового покрытия. - Нанесение покрытия:
лазерный луч плавит верхний слой материала, а присадочный материал подается в зону плавления, где он соединяется с основным материалом. - Охлаждение:
после нанесения покрытия происходит его затвердевание. Благодаря высокой скорости охлаждения, получаемое покрытие отличается высокой прочностью и износостойкостью.

Преимущества роботизированной лазерной наплавки

Высокая точность и контроль качества:
использование роботизированной системы позволяет достигать высокой
точности в процессе нанесения покрытия, что критично для
компонентов с сложной геометрие

Малые термические и механические деформации:
лазерная наплавка характеризуется низким уровнем термических
деформаций, что позволяет обрабатывать детали с минимальными
изменениями в их форме

Экономия материалов:
технология позволяет точно
дозировать присадочный материал, что снижает его расход и делает
процесс более экономичным

Устойчивость к износу и коррозии:
покрытия, полученные с помощью лазерной наплавки, обладают
высокой стойкостью к износу, коррозии и химическому
воздействию

Гибкость и адаптивность:
роботизированные
системы могут быть настроены для работы с различными материалами
и для выполнения широкого спектра операций, что делает
их универсальными
Компоненты системы

Лазерный источник
Основной элемент комплекса, генерирующий высокоинтенсивный лазерный луч. В установке iRS, как правило, используются непрерывные лазерные источники VPG мощностью 1-4 кВт.
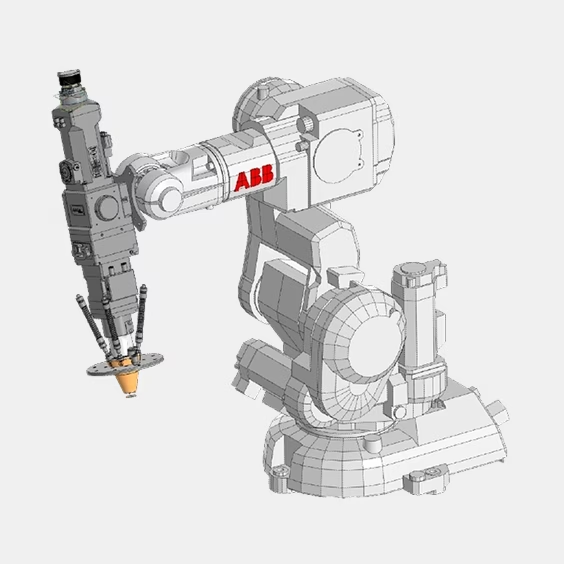
Промышленный робот
Отвечает за точное перемещение лазерного луча и подачу присадочного материала в зону наплавки. Промышленные роботы обладают высокой точностью и могут выполнять сложные траектории движения. Компания iRS создаёт установки на базе роботов ABB, FANUC, KUKA, Staubli

Система подачи порошка или проволоки
В зависимости от выбранного типа наплавки используется порошковая или проволочная подача присадочного материала. Эти системы обеспечивают точную подачу материала в зону лазерного воздействия, где он расплавляется и соединяется с основным материалом

Система охлаждения
Для поддержания стабильности работы лазерного оборудования в системе предусмотрен промышленный чиллер для обеспечения оптимальной температуры работы лазерного источника и лазерной оптической головы

Пульт управления
Выполнена в промышленном исполнении с пыле- и влагозащищённой клавиатурой и мышью. Предназначена для выбора управляющих программ и настройки технологических параметров обработки.

Устройство для подачи газа
Газ, часто инертный (например, азот или аргон), используется для защиты зоны наплавки от окисления и загрязнений. Газ также способствует удалению плавленых частиц и поддерживает чистоту рабочей среды.
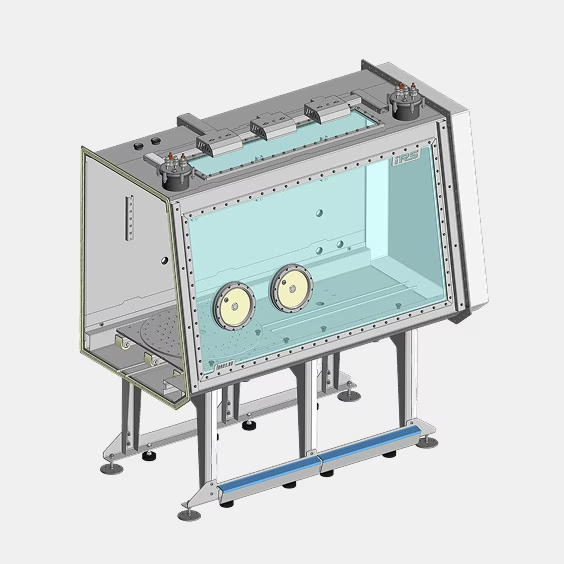
Камера для сварки в контр атмосфере
Камера полностью изолирует рабочую область от кислорода, влаги, азота и других вредных примесей, которые могут ухудшить качество шва.
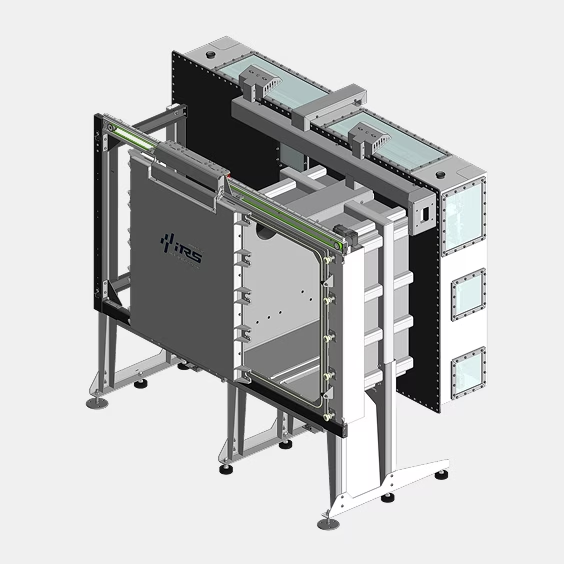
Вакуумный шлюз
Шлюз предотвращает попадание воздуха в рабочую
зону.
Продувка камеры аргоном или гелием — затратный процесс. Шлюз
минимизирует расход газа, так как не требует полной замены
атмосферы после каждой загрузки.
Пневмошкаф
Специализированный шкаф управления, который централизованно управляет пневматическими компонентами системы. Он обеспечивает точное распределение сжатого воздуха между исполнительными механизмами, контролирует параметры работы и обеспечивает безопасную эксплуатацию оборудования.
Реакторная система очистки и анализа атмосферы
Непрерывно контролирует и удаляет содержание примесей кислорода, влаги, азота, углеводородов и других загрязнителей в автоматическом режиме.
Применение
Роботизированные комплексы лазерной наплавки применяются в различных отраслях, таких как:
- Авиастроение: для восстановления и усиления деталей, подверженных высокому износу.
- Автомобильная промышленность: для улучшения свойств деталей двигателя, таких как цилиндры и поршни.
- Энергетика: для ремонта и защиты трубопроводов, котлов и других критичных элементов.
- Машиностроение: для восстановления и модернизации рабочих частей станков и инструментов.

Заключение
Установка роботизированной лазерно-порошковой наплавки в контролируемой атмосфере iRS-CL-clad — уникальное решение для восстановления деталей из химически активных материалов, обеспечивающее гарантированное качество наплавленного слоя, максимальную экономическую эффективность обработки и высокий уровень автоматизации.
Галерея реализованных проектов














