Роботизированный комплекс лазерной сварки и наплавки

Роботизированный комплекс предназначен для сварки деталей авиадвигателей, наплавки на детали сплавов для повышения срока службы детали, возможности выращивания деталей из специальных сплавов и плакирования внутренних поверхностей тел вращения.
Комплекс позволяет производить сварку и наплавку исключая человеческий фактор, большого количества типоразмеров изделий достигая максимальной производительности и, сравнивая с другими технологиями, уменьшить время для постобработки сварных швов. Так же процесс выращивания деталей позволяет получить детали сложной геометрии из дорогостоящих сплавов, уменьшая количество времени на обработку.
Назначение: специальное, гражданское, авиастроение.
Краткие технические данные:
Количество лазерных головок — 4 шт.
Максимальная мощность лазерного излучения — 4 кВт
Тип источника лазерного излучения — волоконный лазер
Длина волны лазерного излучения — 1070 ±10 нм
Тип интерфейса человек-машина — графическая панель управления на базе цветного сенсорного HMI экрана
Управление комплексом — ПО на промышленном компьютере
Видеонаблюдение
Состав оборудования
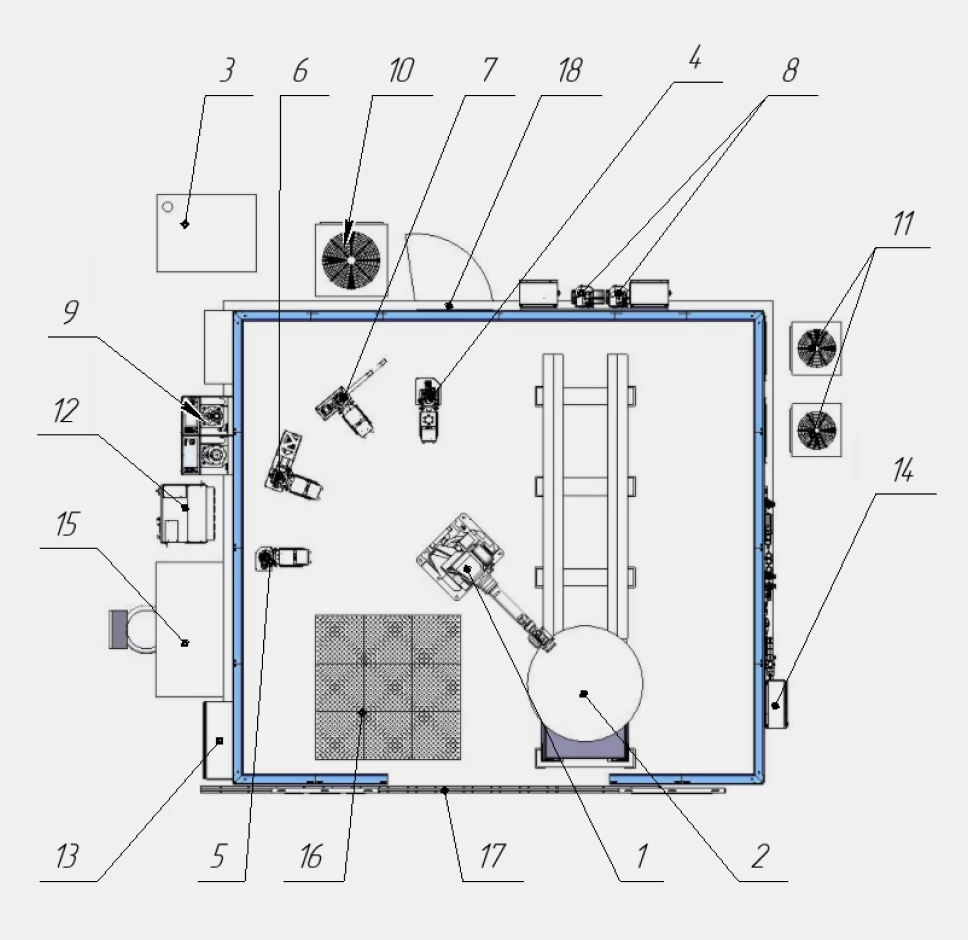
- Промышленный манипулятор
- Сварочный 2-осевой позиционер
- Источник лазерного излучения
- Лазерная оптическая голова для сварки с подачей проволоки
- Лазерная оптическая голова для наплавки порошком
- Лазерная оптическая голова для наплавки проволокой
- Лазерная оптическая голова для наплавки порошком внутренних поверхностей
- Механизм подачи проволоки
- Система подачи порошка
- Система жидкостного охлаждения лазерного источника
- Система жидкостного охлаждения лазерных голов
- Контроллер промышленного робота
- Шкаф управления комплексом
- Шкаф управления пневматики
- Рабочее место оператора
- Сварочный стол
- Раздвижные ворота
- Дверь для входа в комплекс
Возможности программного управления
Система управления роботизированного комплекса оснащена программным обеспечением автоматического выбора инструмента для упрощенного управления комплексом. При написании траектории оператор выбирает, каким инструментом должна выполнятся обработка.
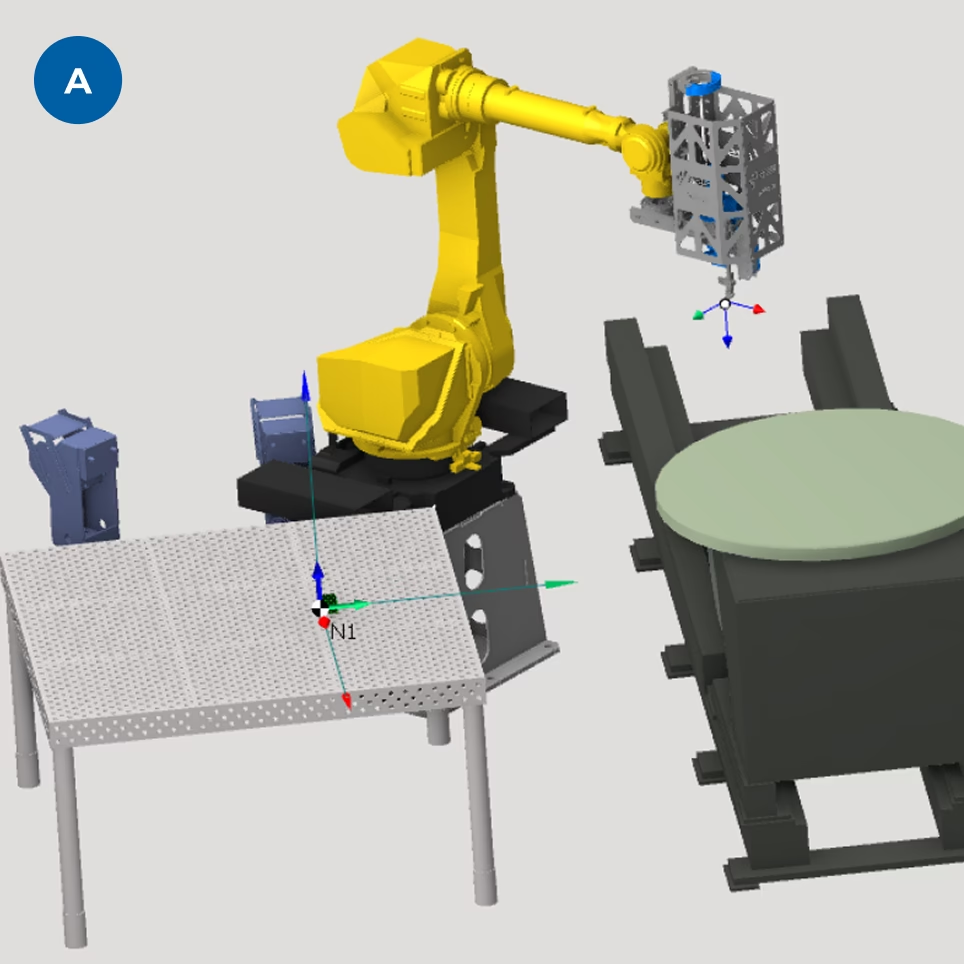
Для облегчения написания рабочих траекторий так же предусмотрено специальное программное обеспечение, позволяющее создавать траектории в виртуальной модели комплекса.
- Вид на виртуальную ячейку комплекса
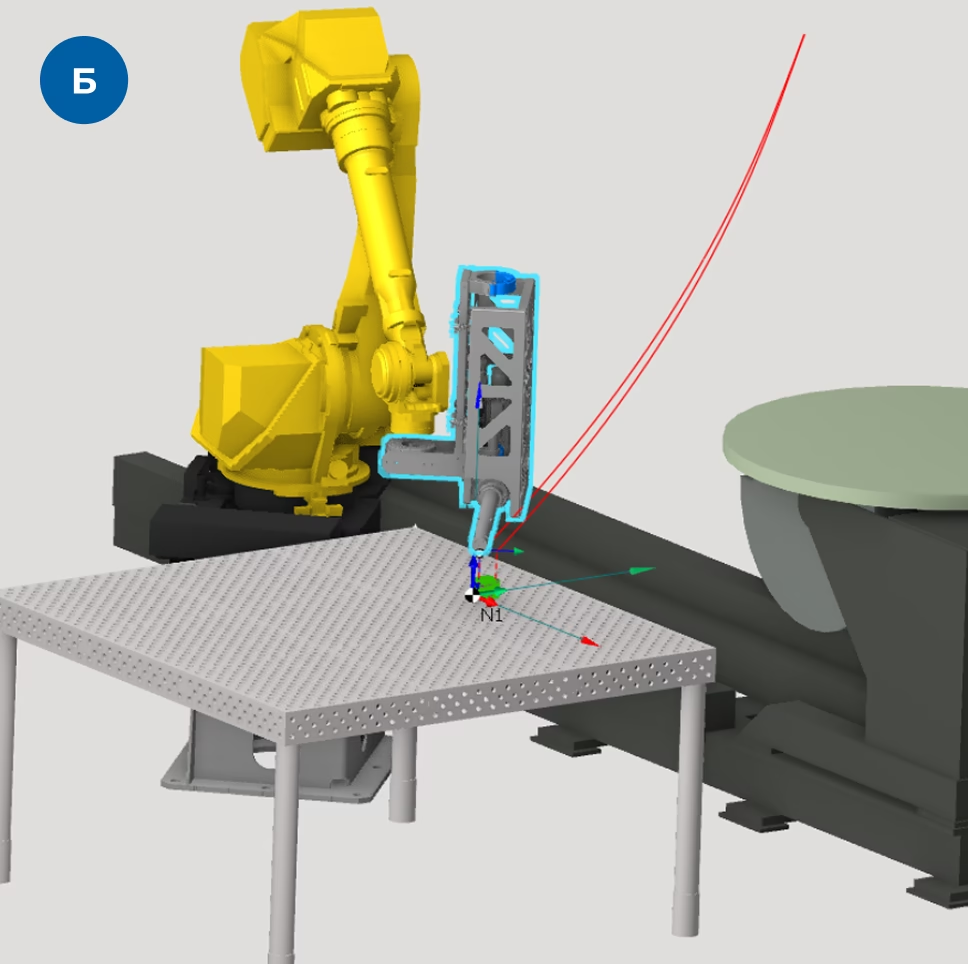
- Пример написанной траектории
Компоненты системы

Механизм позиционирования лазерной головы
Тип механизма — промышленный робот
Стабильность повторяемости позиции (ISO9283) — 0,04 мм
Максимальный рабочий радиус робота — 2050 мм

Рабочая зона 1 для обработки детали
Оборудование размещения детали — 2-осевой позиционер
Стабильность повторяемости позиции (ISO9283) — 0,1 мм на радиусе 500 мм
Максимальная грузоподъемность позиционера — 1000 кг
Диаметр планшайбы позиционера — 900 мм
Максимальная скорость вращения / наклона планшайбы — 6/5 об/мин

Рабочая зона 2 для обработки детали
Оборудование размещения детали — сварочный стол 16 серии
Размер (длина×ширина) — 1500×1500 мм
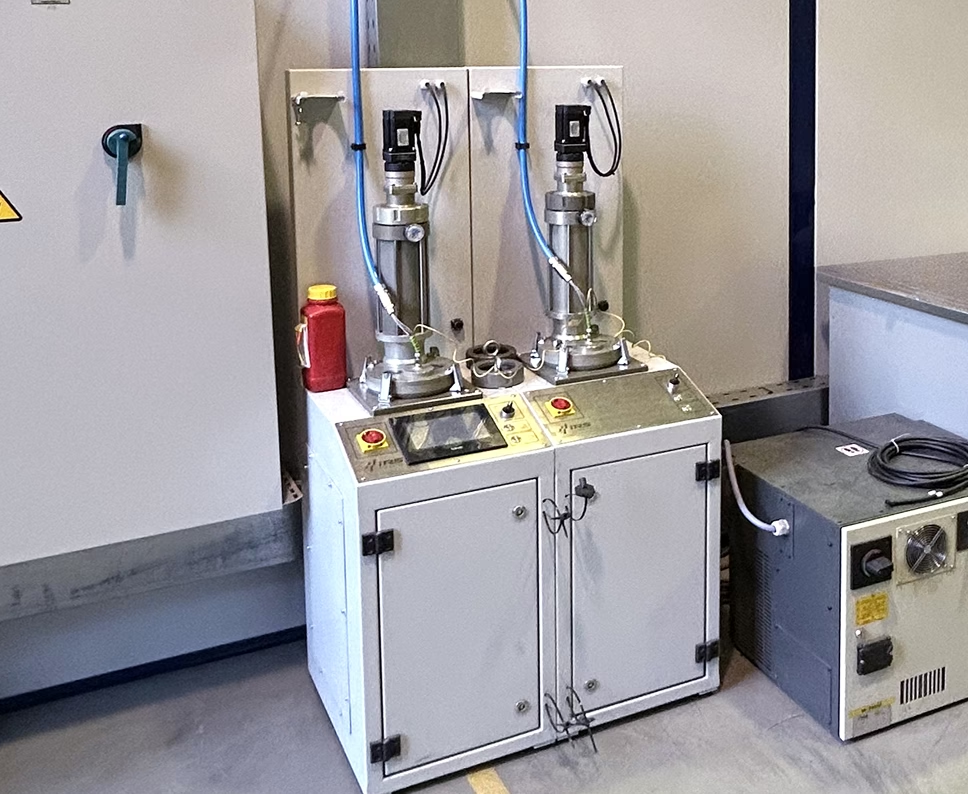
Порошковый питатель IRS двухколбовый

Механизм подачи проволоки IRS. Робот версия

Механизм подачи проволоки IRS. Шкаф коммутации с роботом
Лазерные головы

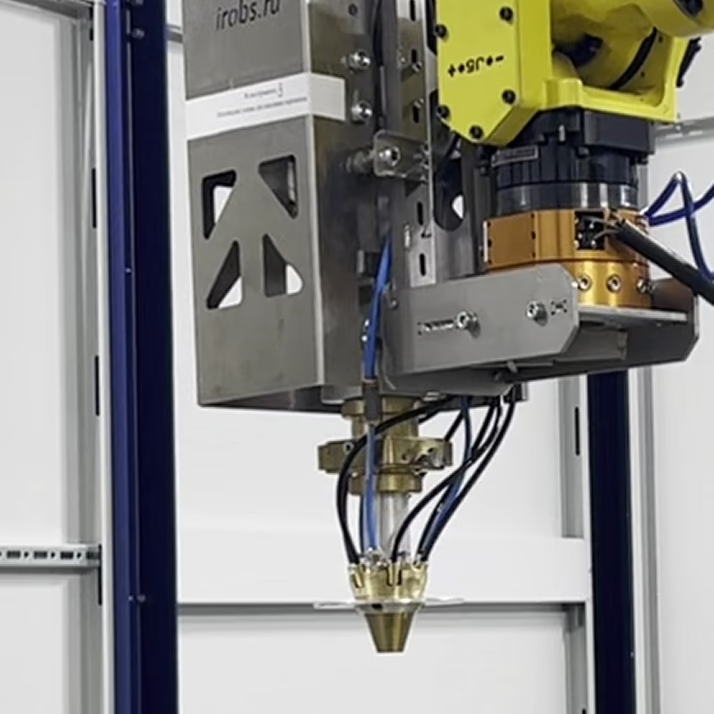
Лазерная оптическая голова для сварки с присадочной проволокой и без нее
Максимальная мощность — до 6 кВт
Фокусное расстояние — 300 мм
Диаметр пятна на фокусном расстоянии — 0,3 мм
Диаметр подаваемой проволоки — 0,8-1,6 мм
Номинальная скорость подачи — 0,5-10 м/мин
Лазерная оптическая голова для наплавки порошком
Максимальная мощность — до 8 кВт
Фокусное расстояние — 300 мм
Диаметр пятна на фокусном расстоянии — 0,8 мм

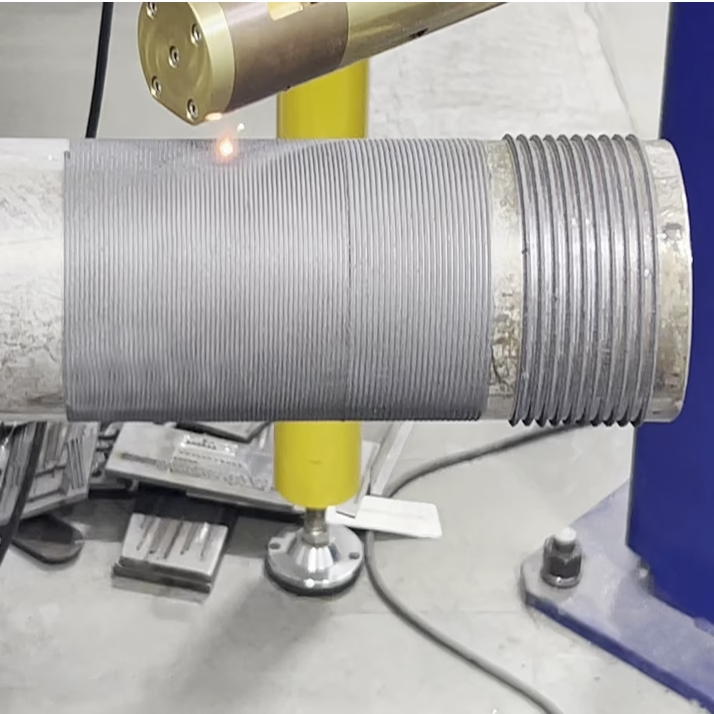
Лазерная оптическая голова для наплавки с коаксиальной подачей присадочной проволоки
Максимальная мощность — до 6 кВт
Фокусное расстояние — 200 мм
Диаметр пятна на фокусном расстоянии — 1,75 мм
Диаметр подаваемой проволоки — 0,8-1,6 мм
Номинальная скорость подачи — 0,5-10 м/мин

Лазерная оптическая голова для наплавки порошком внутренних поверхностей
Максимальная мощность — до 4 кВт
Рабочее расстояние — 12-13 мм
Диаметр пятна на фокусном расстоянии — 2-3 мм
Минимальный диаметр обработки — 60 мм
Максимальная глубина обработки — 500 мм
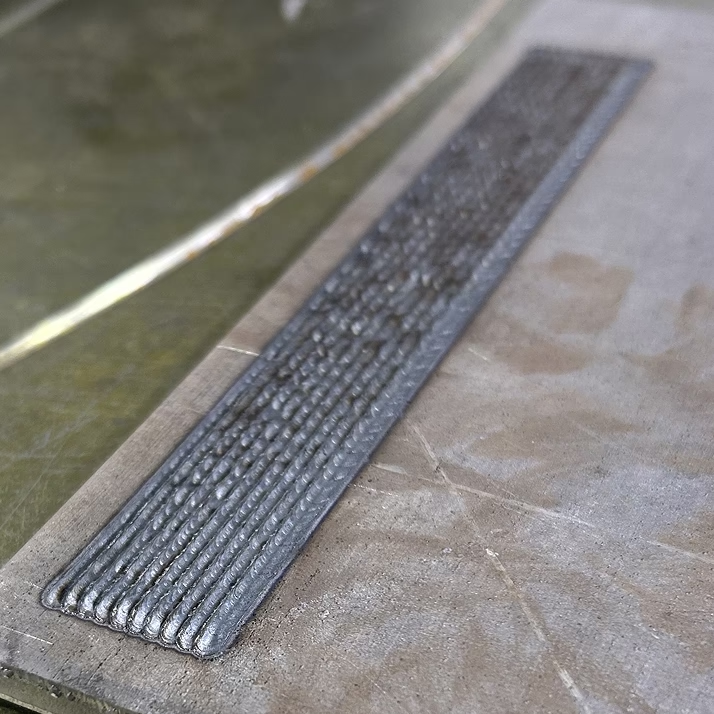
Пример выполнения работ лазерной оптической головой для сварки с присадочной проволокой и без нее
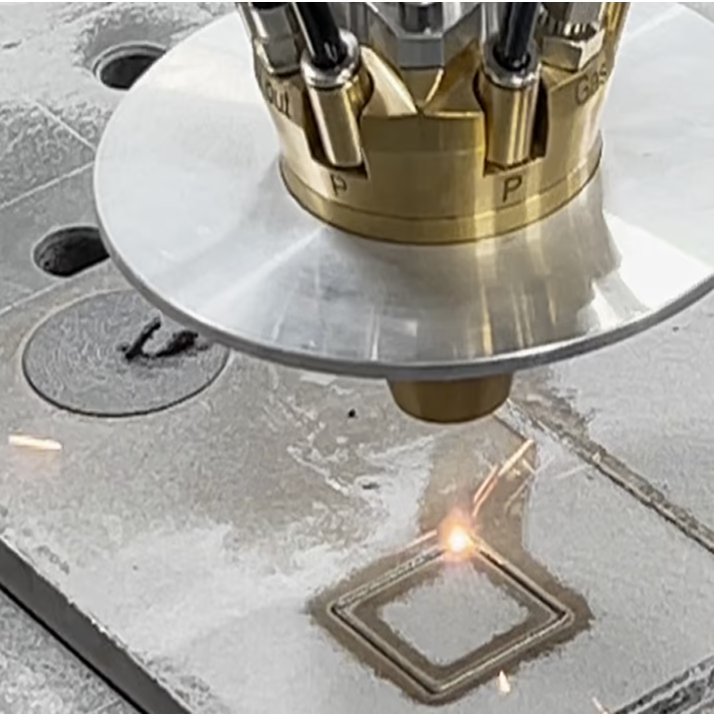
Пример выполнения работ лазерной оптической головой для наплавки порошком

Пример выполнения работ лазерной оптической головой для наплавки с коаксиальной подачей присадочной проволоки
Пример выполнения работ лазерной оптической головой для наплавки порошком внутренних поверхностей
Галерея реализованных проектов














