Роботизированный комплекс для TIG и MIG/MAG сварки
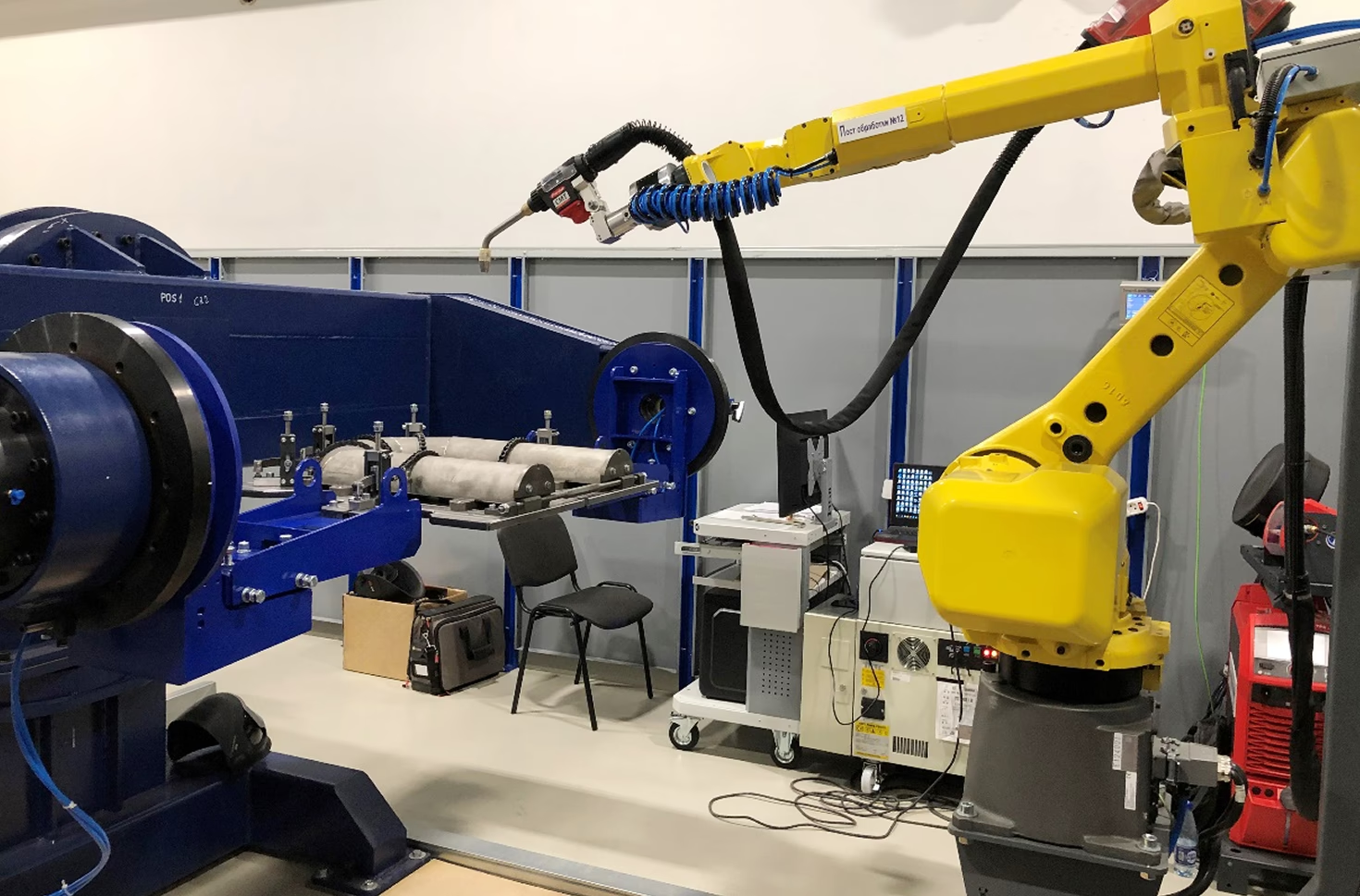
Комплекс предназначен для TIG и MIG/MAG сварки частей корпусов контрольно-измерительных приборов, в частности, кориолисовых расходомеров и ультразвуковых счетчиков жидкостей.
Комплекс обеспечивает выполнение сварных швов на деталях из коррозионностойких хромоникелевых сталей марок 02Х18Н11, 03Х18Н11, 03Х18Н10, 03Х18Н10Т, 12Х18Н10Т и им подобных, когда к металлу шва предъявляются жесткие требования. Комплекс обеспечивает выполнение сварных швов во всех пространственных положениях.
Общий вид комплекса
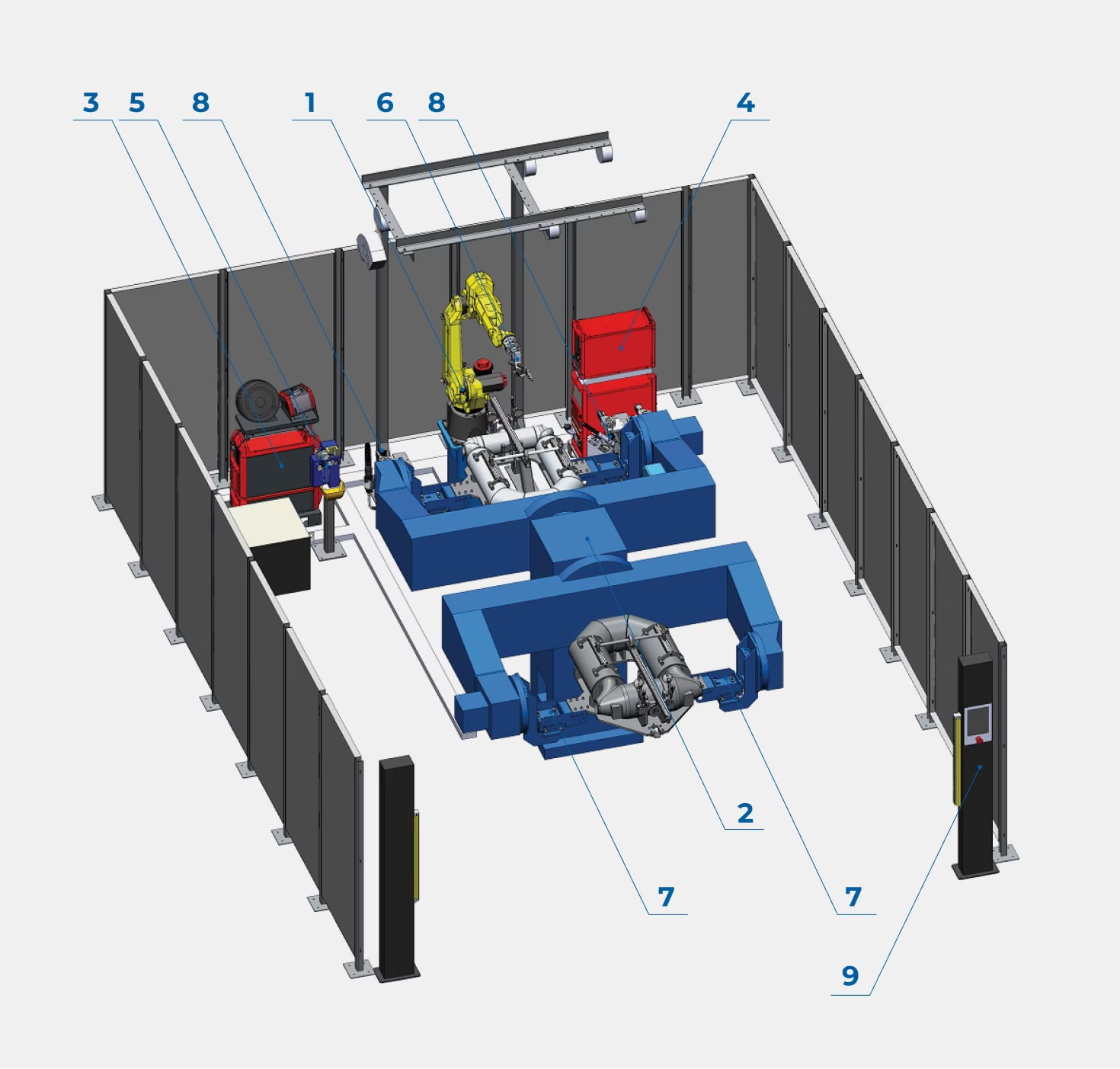
- Промышленный робот
- контроллер
- пульт дистанционного управления
- шкаф управления комплексом IRS
- Пятиосевой сварочный позиционер в комплекте с сервоприводами
- Сварочный источник питания
- механизм подачи проволоки
- система охлаждения сварочной горелки
- сварочная горелка
- Сварочный источник питания
- механизм подачи проволоки
- система охлаждения сварочной горелки
- сварочная горелка
- механизм подачи проволоки на сварочной горелке
- Станция очистки
- Система лазерного слежения
- Система быстрой зажимной оснастки
- Станция сменного инструмента
- Система безопасности Reer
Компоненты системы

Промышленный робот
Тип — шарнирно-сочлененный
Количество осей — 6 (J1, J2, J3, J4, J5, J6)
Грузоподъемность — 12 кг
Вылет руки робота — 2009 мм
Стабильность позиционирования — ±0,08 мм

Пятиосевой сварочный позиционер IRS
Количество осей осей — 5 (J1, J2, J3, J4, J5, J6)
Грузоподъемность — 800 кг
Тип привода — электрический сервопривод с двигателем переменного тока
Вес — 3100 кг

Сварочный источник питания
Напряжение электросети (U1) — 3×400 В ±15%
Частота сети — 50/60 Гц
Рабочее напряжение — 14,2–34,0 В
Диапазон сварочного тока (I2) — 3–400 А
Сварочный ток при 10 мин/40 °C — 40% ПВ 400 А, 60% ПВ 360 А, 100% ПВ 320 А
Тип охлаждения — принудительное
Габариты, Д×Ш×В — 706×300×510 мм
Масса — 36,5 кг

Сварочный источник питания
Сетевое напряжение — 3×400 В ±15%
Частота сети — 50/60 Гц
Первичная эксплуатационная мощность (100% ПВ) — 15,5 кВА
Диапазон сварочного тока — 3-400 A
Сварочный ток при 10 мин/40 °C — 45% ПВ 400 A, 60% ПВ 365 A, 100% ПВ 310 A
Рабочее напряжение — 10,1-26,0 В
Вид охлаждения AF
Размеры, Д×Ш×В — 625×290×705 мм
Вес — 58,2 кг
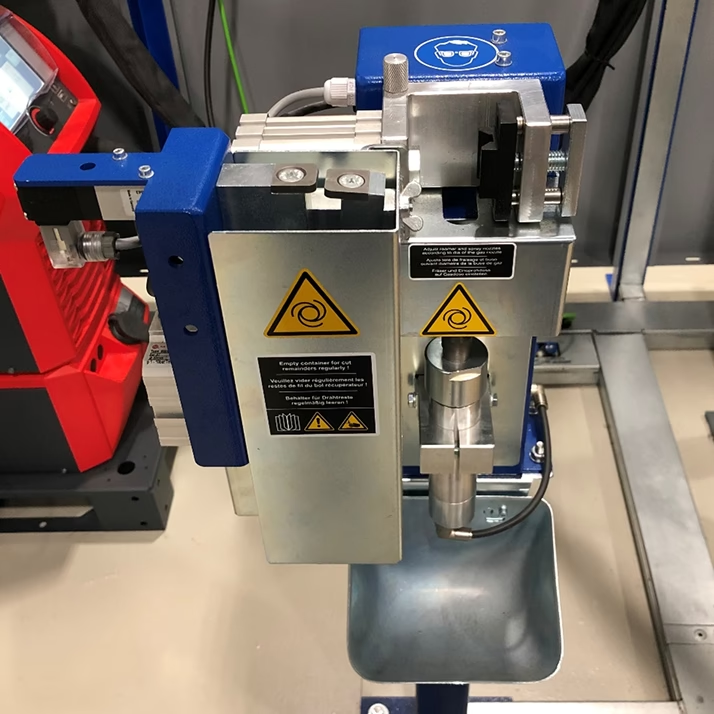
Станция очистки
Модуль обрезки проволоки
- Рабочий диаметр проволоки — 0,8–1,6 мм
- Время работы — 2–3 сек
Модуль очистки сопла
- Рабочее давление воздуха — 5–6 атм.
- Скорость вращения — 650 об/мин
- Время работы — 3–4 сек
Модуль впрыска жидкости
- Объем бачка — 1 л
- Время работы — 2–3 сек
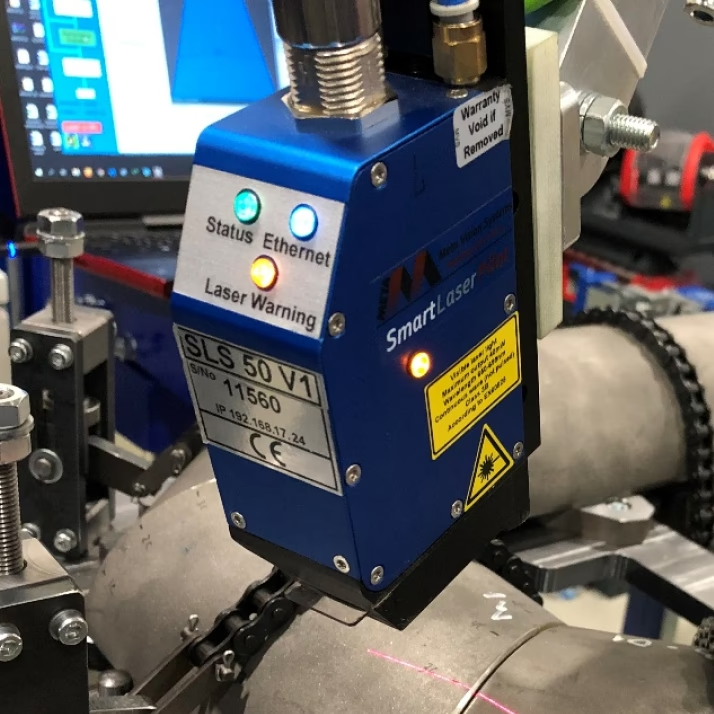
Система лазерного слежения
Расстояние от датчика до свариваемой поверхности — 65 мм
Поле зрения датчика — 50 мм
Рабочая температура системы — от −40 ºC до +55ºC
Охлаждение — воздушное / жидкостное

Cварочная MIG/MAG горелка
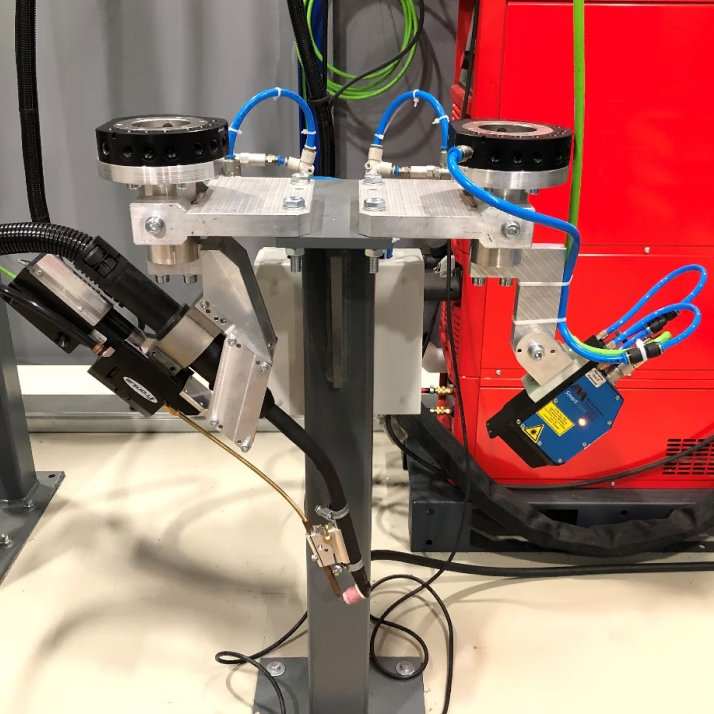
Cварочная TIG горелка и лазерный датчик
Работа комплекса

«Домашняя» позиция робота

Пятиосевой сварочный позиционер IRS
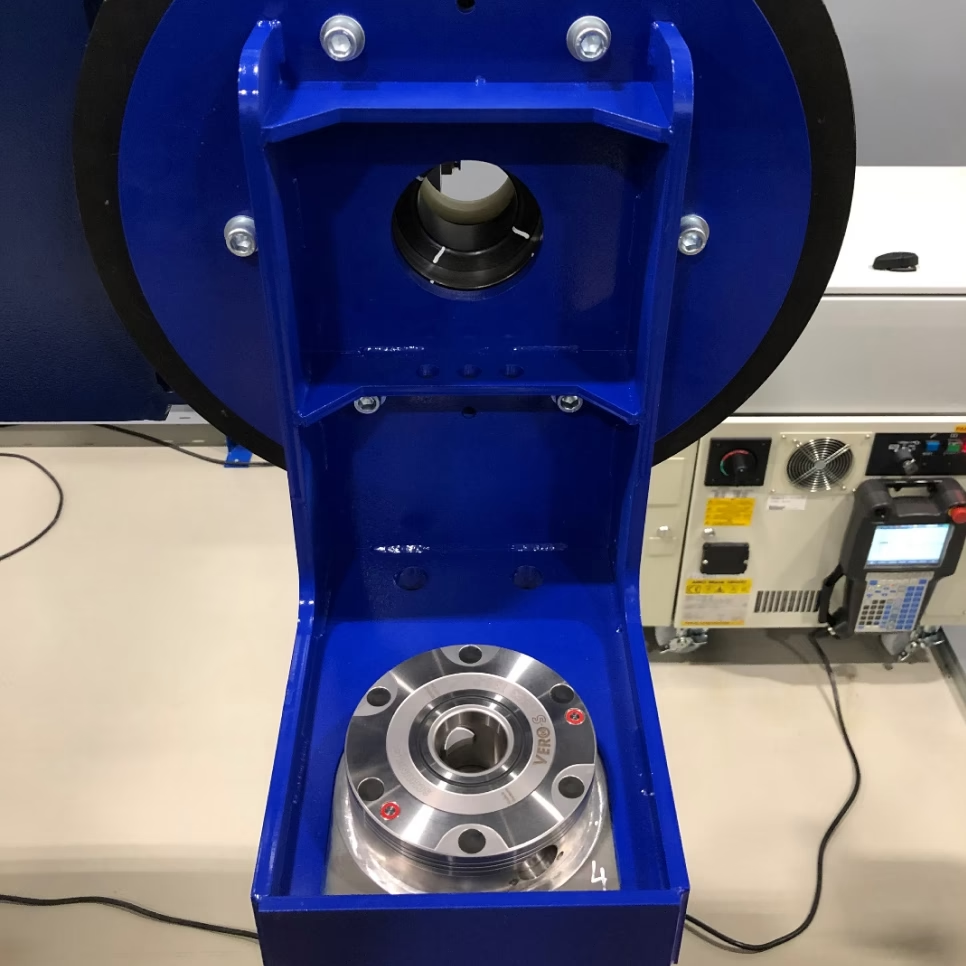
Модуль быстрой смены оснастки

Сваренная деталь (процесс MIG Pulse)

Процесс TIG сварки корня шва «на весу»
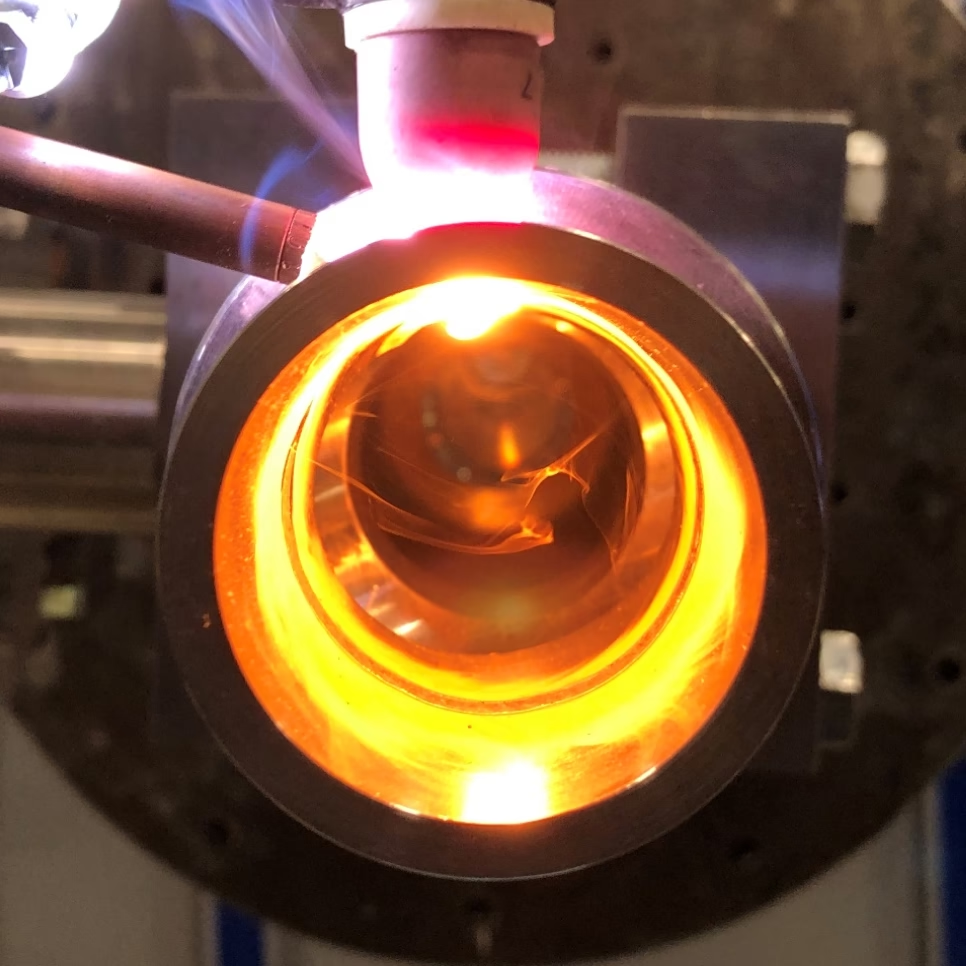
Процесс TIG сварки корня шва «на весу»
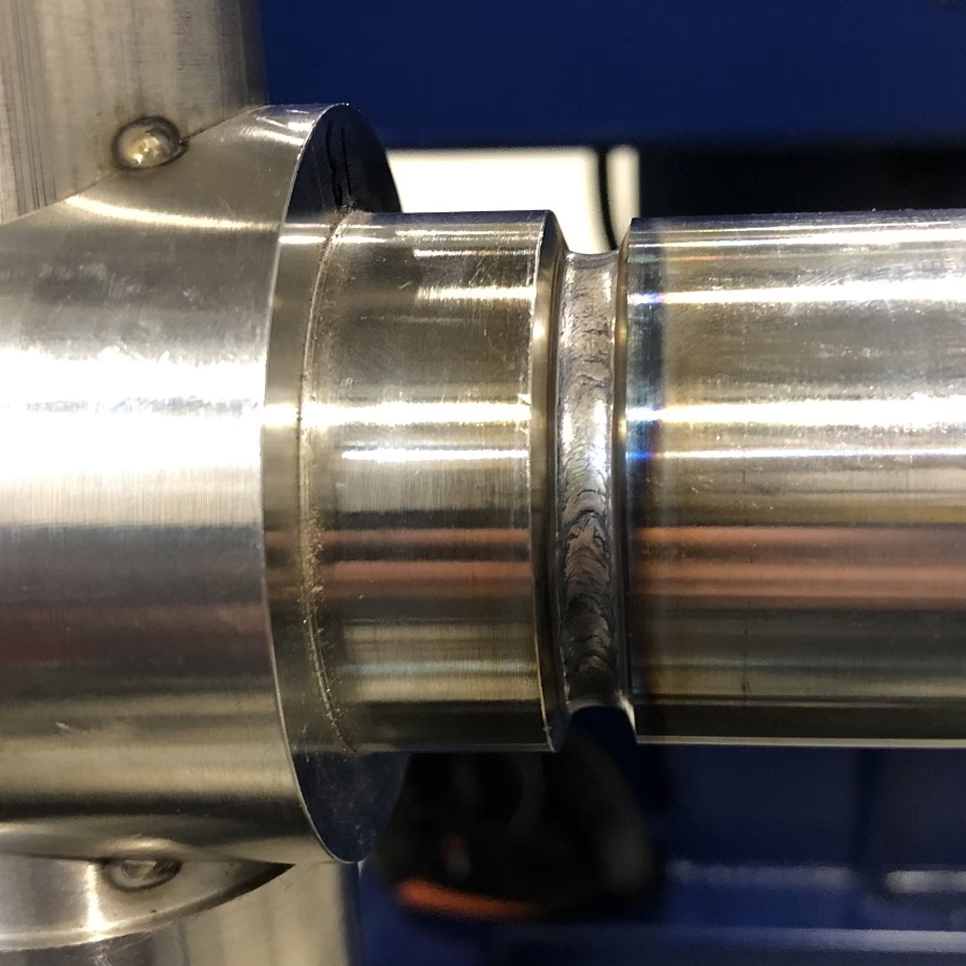
Корень шва, сваренный TIG сваркой «на весу»
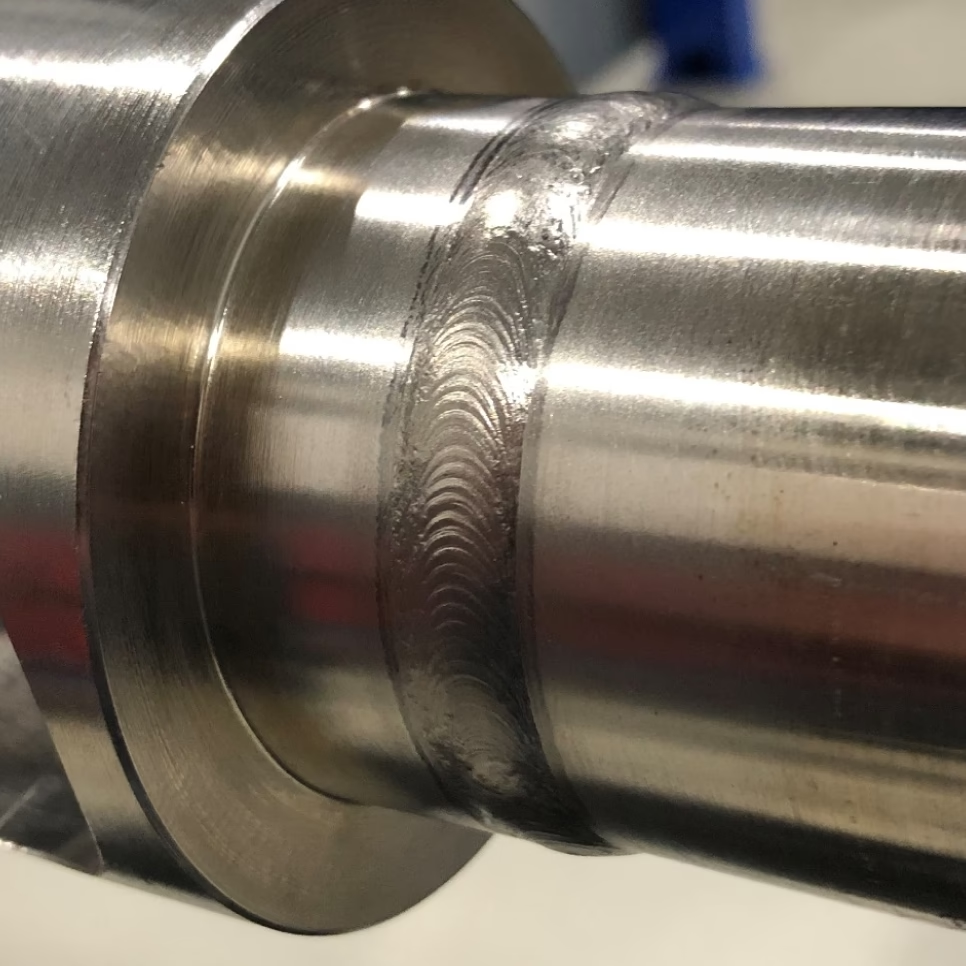
Облицовочный шов, сваренный TIG сваркой. 3 прохода

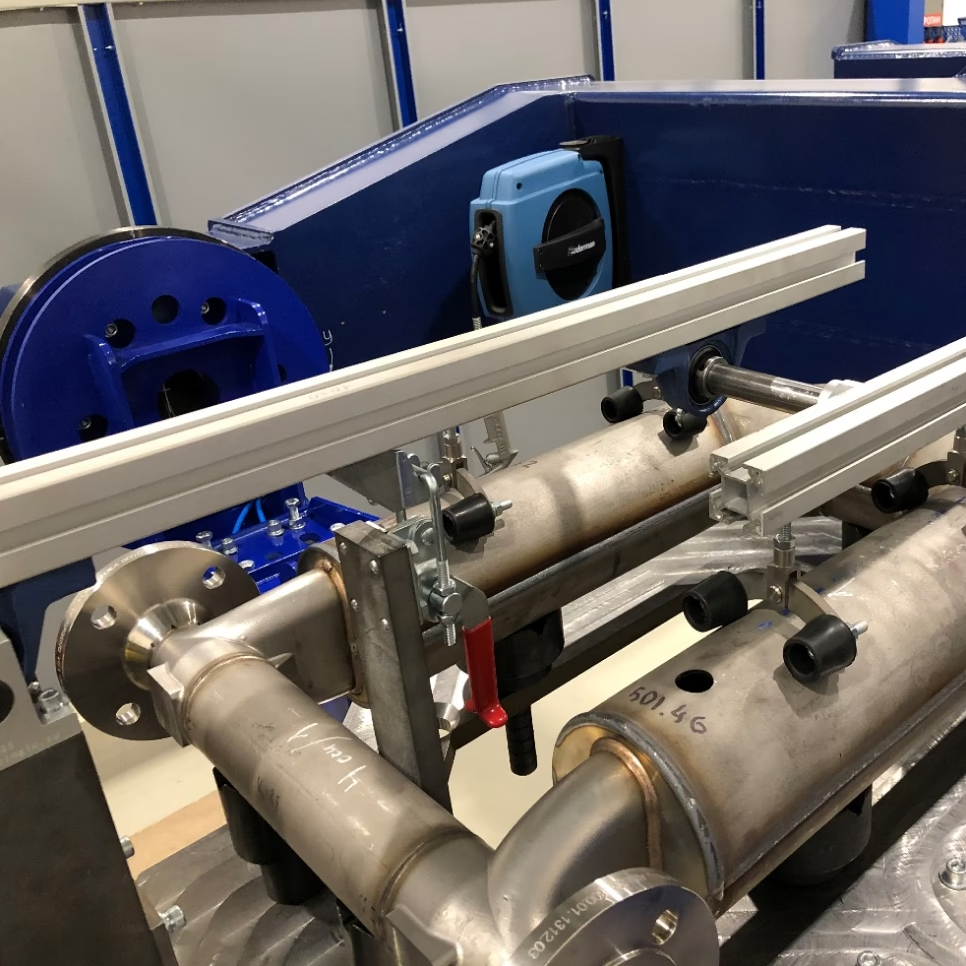
Сваренный коллектор

Кольцевой шов коллектора, процесс MIG CMT
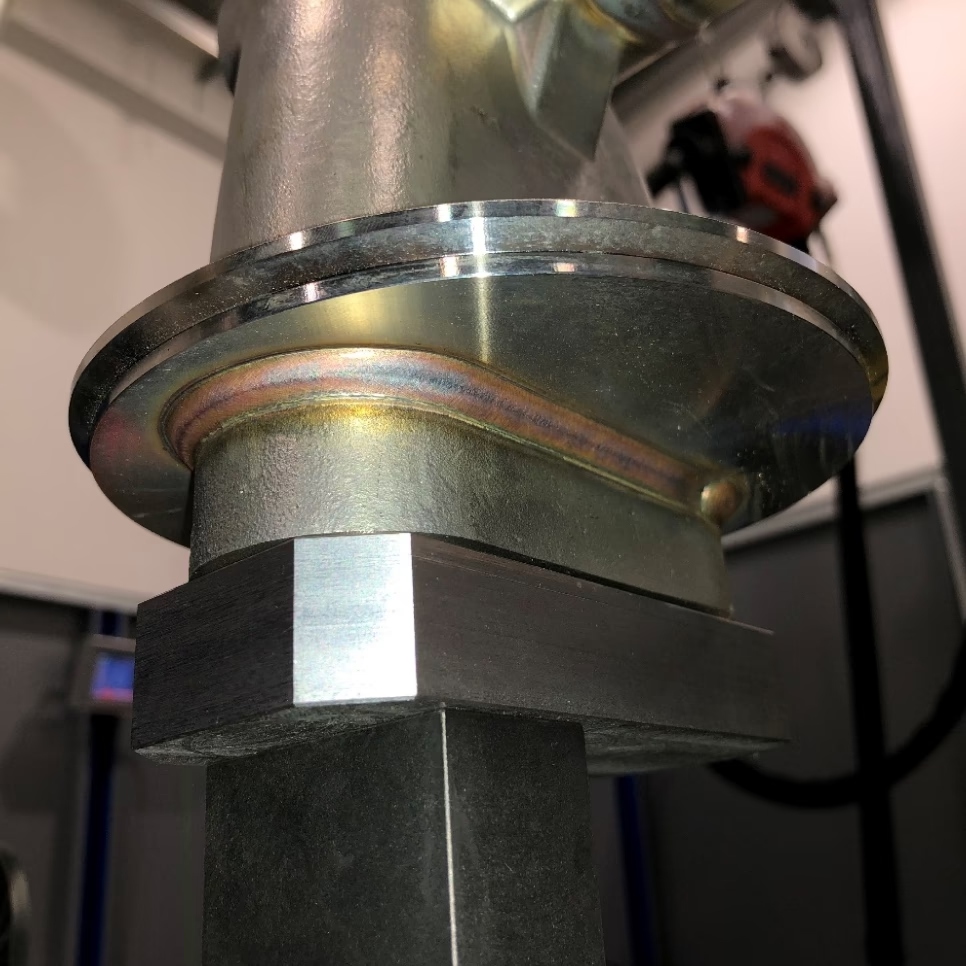
Сваренный фланец коллектора, процесс MIG CMT
Изделие DN50 в оснастке после сварки
Галерея реализованных проектов














