К сожалению, раздел пуст
В данный момент нет активных товаров
В данный момент нет активных товаров
Лазерное сверление

Станки лазерного сверления предназначены для сверления микроотверстий (<1 мм) в изделиях из металлических и неметаллических материалов. Одновременная работа позиционера станка, в котором закреплена заготовка, и рабочей головки станка, имеющей до трёх осей перемещений, позволяет выполнять обработку заготовок самой сложной конфигурации. Отверстия критического микронного размера (<1 мм) очень востребованы для улучшения характеристик авиационных двигателей. Эти отверстия изготавливаются либо с помощью электроэрозионной обработки (EDM), либо с помощью лазера с короткими импульсами. Суперсплавы на основе никеля обычно используются в технологически продвинутых отраслях промышленности, таких как аэрокосмическая, ядерная, морская и т.д. Обеспечение качества таких отверстий является сложной задачей, поскольку упомянутые процессы вызывают несколько дефектов из-за интенсивной тепловой энергии, используемой для удаления материала, а также характеризуются разной производительностью. Поэтому при подборе оборудования необходимо учитывать требования к качеству изделия и производительности процесса.

Лазерное сверление - это, по сути, термический процесс, который осуществляется в следующие этапы:
(а) поглощение энергии лазера,
(б) нагрев подложки за счет теплопроводности,
(в) плавление и кипение,
(г) испарение,
(д) образование плазмы и выброс расплавленного материала.
Для миллисекундных и микросекундных импульсов происходит плавление и испарение материала, а для ультракоротких импульсов, таких как фемтосекундные; происходит прямое испарение материала. Поглощение излучения является важным и желательным явлением при лазерной обработке материалов. По окончании лазерного импульса начинается охлаждение, которое обычно длится дольше периода нагрева, и в то же время часть расплава, который не был удален, полностью затвердевает и прилипает к внутренним стенкам. Эта оставшаяся часть расплава образует тонкий слой вдоль боковых стенок, который называется «восстановленным слоем». Поскольку повторное затвердевание происходит с другой скоростью, т.е. за короткий промежуток времени; этот слой имеет микроструктуру, которая отличается от микроструктуры основного металла.
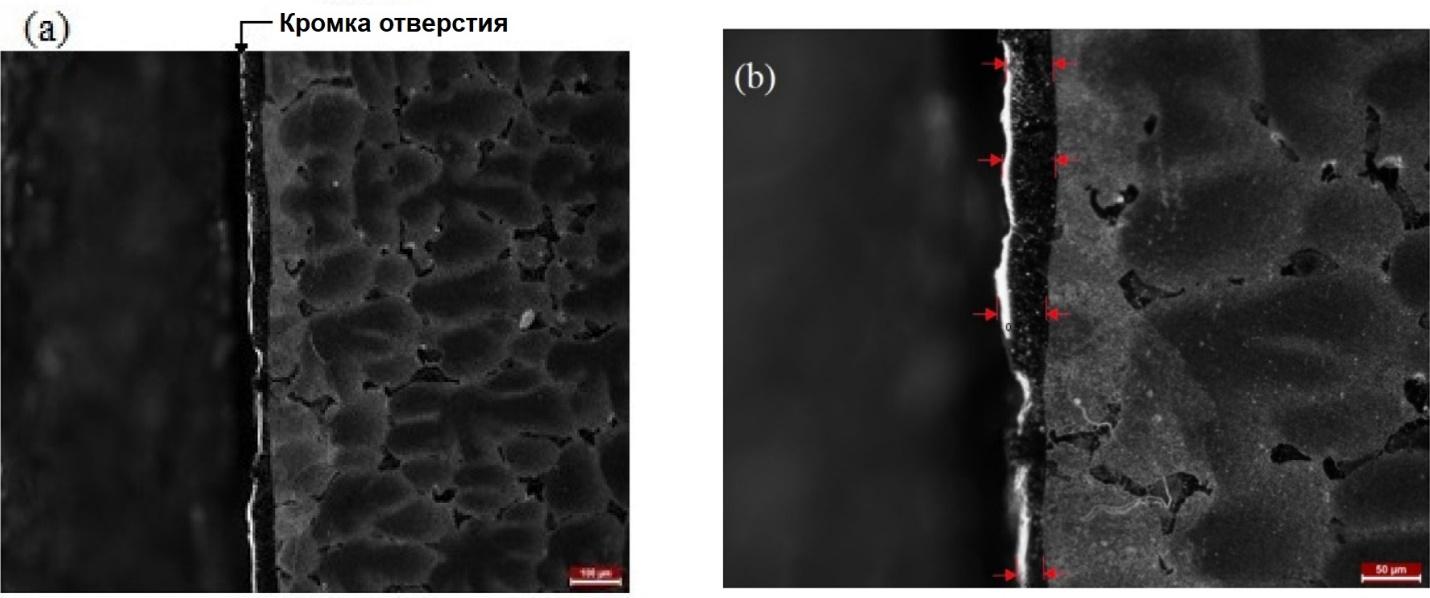
Рисунок 1.
Микрошлифы переплавленного слоя:
a) – 100х увеличение,
b) – 200х увеличение.
На текущий момент существует несколько основных способов получения микроотверстий:
электроэрозионная обработка (EDM);
сухое лазерное сверление (Dry laser);
сверление лазерным лучом направленным водяной струей (WJGL);
сухое лазерное сверление ультракороткими импульсами (USP laser).
Каждый из этих способов имеет свои преимущества и недостатки. К примеру, самым производительным процессом из упомянутых является сухое лазерное сверление. Сверление отверстия в никелевом сплаве диаметром 0,55 мм глубиной 6 мм составляет всего 2 секунды. В то время как сверление того же отверстия электроэрозионным методом займёт 40 секунд. Но при этом качество отверстия, получаемого этими методами будет разное.
| Процесс | Круглость отверстия | Конусность, ° | Шероховатость, Ra, мкм | Толщина измененного слоя, мкм | |
| Вход | Выход | ||||
| EDM | 0.144 | 0.044 | 0.71 | 3.67 | 11.41 |
| Dry laser | 0.115 | 0.143 | 1.13 | 2.82 | 34.73 |
| WJGL | 0.024 | 0.015 | 0.31 | 1.81 | 2.30 |

Рисунок 3.
Микрошлифы отверстий (Ø0.8 мм, увеличение 50x) Dry laser – вход, b) Dry laser – выход, c) WJGL – вход, d) WJGL – выход, e) EDM – вход, f) EDM – выход.
Электроэрозионный метод обработки за счёт возможности изгиба электрода позволяет выполнять сверление отверстий, находящихся в недосягаемой для лазерного луча зоне, или, как принято говорить, вне зоны видимости. Но ключевым преимуществом лазерных методов обработки по отношению к электроэрозии является то, что они позволяют выполнять сверление не токопроводящих материалов. Это может быть важно, к примеру, при наличии на детали теплозащитного керамического покрытия. Универсальным решением, позволяющим обрабатывать такие лопатки, является станок с совмещенной технологией EDM+Dry laser. Он позволяет выполнять отверстие в керамическом слое лопатки методом абляции, а затем досверливать оставшуюся металлическую часть электроэрозионным методом. ООО «Интеллектуальные Робот Системы» может подобрать и поставить станок сверления отверстий технологиями EDM, Dry laser, WJGL, USP laser, подходящий под Ваши требования к качеству и производительности.
Примеры обработки
.png.webp?176036564523768 "5 (1).png")





Отзывы






