
Reliable Design
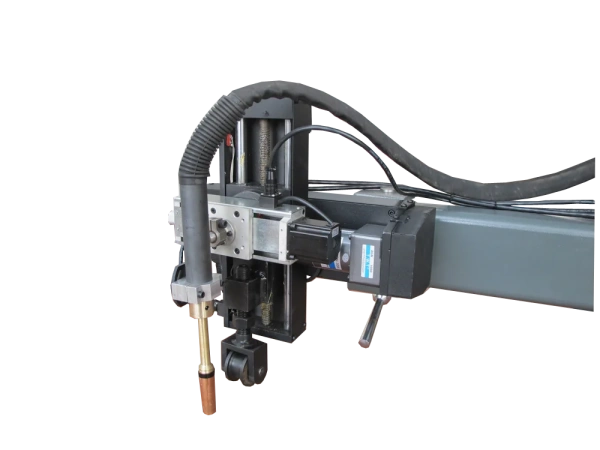
For automated welding, the two-axis cross slider must be mounted on a welding column or securely fixed above the weld joint area. Movement of the cross slider along the X and Y axes is provided via a ball-screw drive, ensuring precise positioning of the welding head in space. Movement control is performed remotely via a control panel. The slider is equipped with an oscillator (oscillation generator), which holds the welding torch. The oscillator allows setting the torch’s oscillation trajectory during automated welding. For convenient torch control during welding operations, the system is equipped with a laser pointer.
| Drive type | Ball-screw drive |
| Motor type | DC motor 2*30 V, 24V |
| XY travel | +/- 150 mm |
| Movement speed | 72 mm/min |
| Rated load | 100 kg |
| Power supply | AC 95~250V, 50Hz, 1P |
| Movement speed | 100 – 2400 mm/min |
| Oscillation step | 0.2 – 40 mm |
| Oscillation amplitude | 0 – 100 mm (from central position +/- 50 mm) |
| Dwell time at end points, programmable | 0 – 2 sec |
Programmable Oscillation Trajectory

Trajectory 2. Dwell time at end positions is greater than 0 sec.
Trajectory 3. Dwell time at the far left position is greater than 0 sec. Dwell time at the far right position is 0 sec.
Trajectory 4. Dwell time at the far left position is 0 sec. Dwell time at the far right position is greater than 0 sec.
Simple Control


Video Monitoring Option
The system is designed to monitor the weld pool during TIG welding with spectral arc emission filtration to obtain a high-contrast image of the process. A long focal length lens and narrow angular field allow the camera to be positioned at a distance from the welding arc, eliminating the need for active cooling systems.
Included in the package:
Power supply and control unit
Camera connection cable (up to 40 m)
Protective filters (10 pcs)
Manual
Certificate
Multi-axis articulated tripod
Monitor









