Robotic Welding Complex for Shipbuilding Structures

Purpose of the Robotic Welding System
Fully automated welding process of flat ship structure units: micro-panels, floors, brackets, etc., made from sheet, angles, T-sections, bulb flats. Capable of producing welded joints on parts with dimensions up to 3200×23,000 mm (working area 3200×90,000 mm).
Material of workpieces: shipbuilding steels, structural steels.
Welding position: flat, horizontal, vertical
Type of welding: MIG/MAG welding with solid wire in Ar+CO2 shielding gas, flux-cored wire in CO2.
Functions performed by the system:
- automated detection of workpieces (assemblies) placed on the worktable using a specialized scanning system;
- identification of workpiece type and its geometric position;
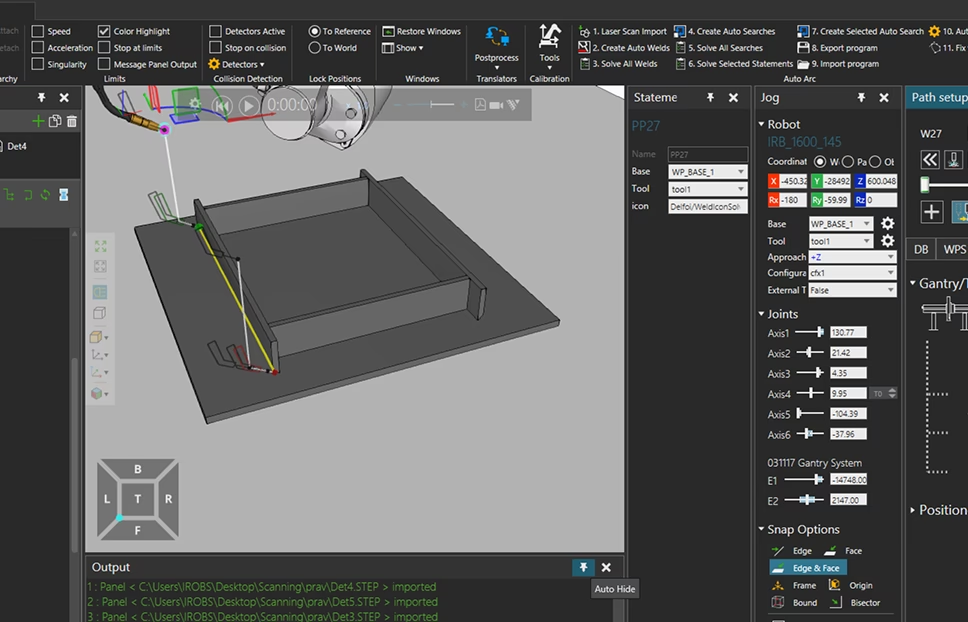
- generation or application of pre-prepared welding trajectories to 3D models, and computation for safe robot movement between welding operations;
- seam tracking and correction using data measurement during torch oscillation throughout the welding process;
- multi-pass weld capability with different bevel configurations;
- welding with solid wire and flux-cored wire.
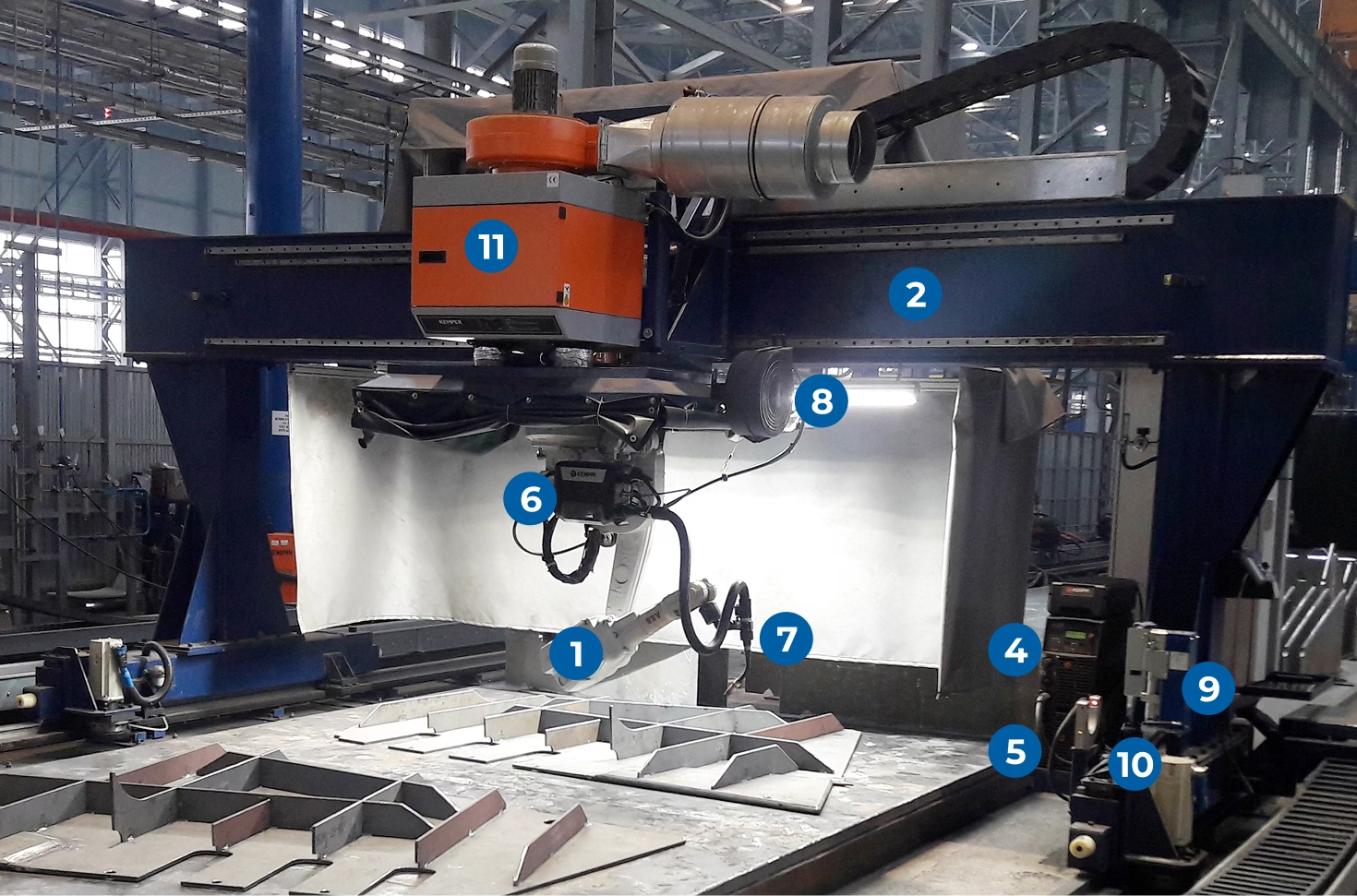
Composition of the Laser Welding Robotic System
Main Equipment Group:
- Industrial Robot
- Robot controller, robot remote control pendant
- Weld seam tracking system
- Interface for the workpiece scanning system
- Mobile IRS Gantry
- with precision floor rail system
- with precision transverse travel system for the robot carriage
- Workpiece Scanning System
- Welding Power Source
- Autonomous Cooling System
- Wire Feeding Mechanism
- Welding Torch
- Wire Spool Cassette
- Welding Torch Cleaning Station
- Tool Calibration Station (1 set)
- Extraction and Filtration System (KEMPER) – 1 set
Additional Equipment
- IRS Graphical Control Panel
- IRS Control Cabinet for the Robotic System with industrial controller-based control electronics
- Light-tight Protective Enclosure
Operator Workstation

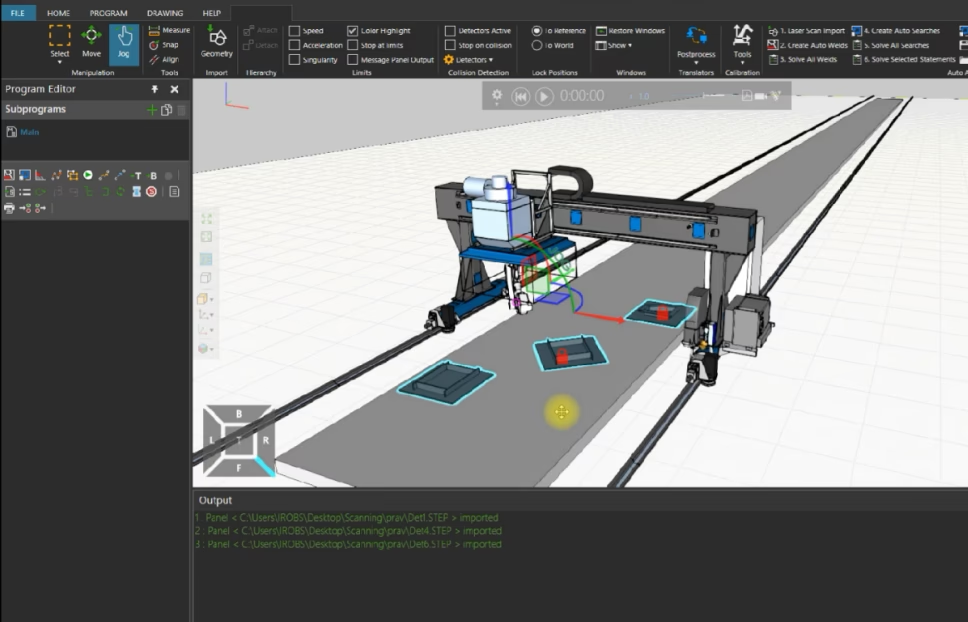


System Operation

Workpiece Scanning

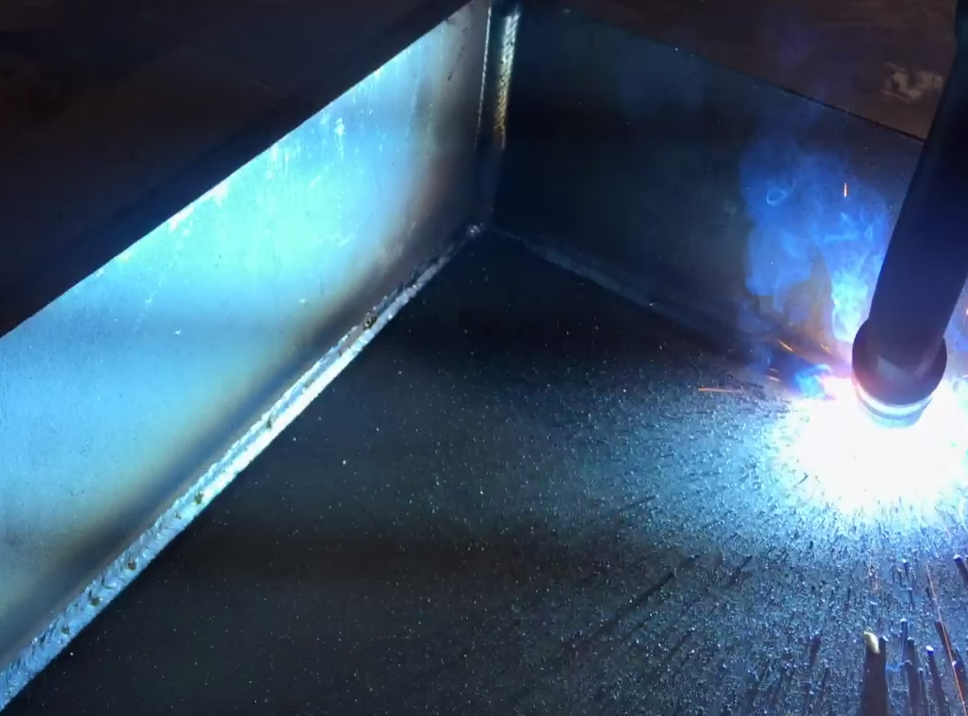
Component Welding

Finished Component

Micro-panel Welding Process

Welded Micro-panel

Multi-pass Weld Sv-08G2S-O, Ar + 20%CO2

Welded Corner of HYUNDAI Supercored 71H, CO2

Welded End of HYUNDAI Supercored 71H, CO2

Multi-pass Weld Sv-08G2S-O, Ar + 20%CO2

Welding of Non-standard Curved Trajectories HYUNDAI Supercored 71H, CO2

Welding of Non-standard Curved Trajectories HYUNDAI Supercored 71H, CO2

Overlapping welds in flat and vertical positions Sv-08G2S-O, Ar + 20%CO2

Welding of Joints at Acute and Obtuse Angles HYUNDAI Supercored 71H, CO2

Corner Piece Welded to Base Sv-08G2S-O, Ar + 20%CO2

Overlapping Multi-pass Weld (3 passes) of Vertical Weld in Flat Position Sv-08G2S-O, Ar + 20%CO2


Gallery of completed projects














