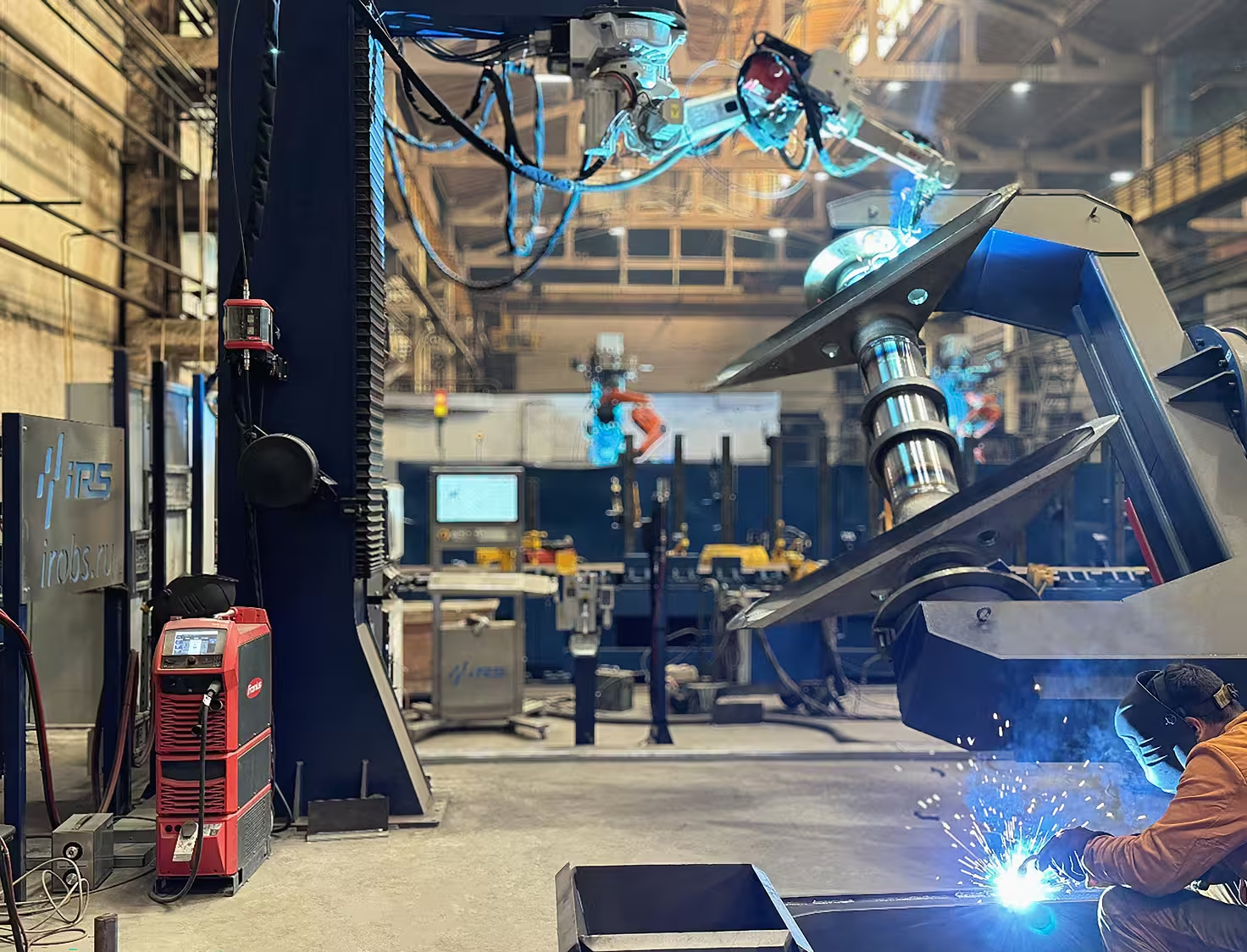
Robotic complex for MIG/MAG welding of mining dump truck frame crossbeams
The robotic complex is designed to perform technological operations for welding the crossbeams of mining dump truck frames in a three-shift operation mode. The complex includes an industrial manipulator, a column with a vertical additional axis, and a five-axis positioner equipped with two identical workstations (with two additional axes controlled by the manipulator for each workstation).
The two working sides of the positioner ensure a continuous production process: while one workstation is in the industrial manipulator's operation zone, the second is in the manual processing and assembly zone. The positioner rotation is controlled via the robotic complex's control panel. After rotation, the operator-side workstation automatically switches to manual operation mode using a remote push-button panel.
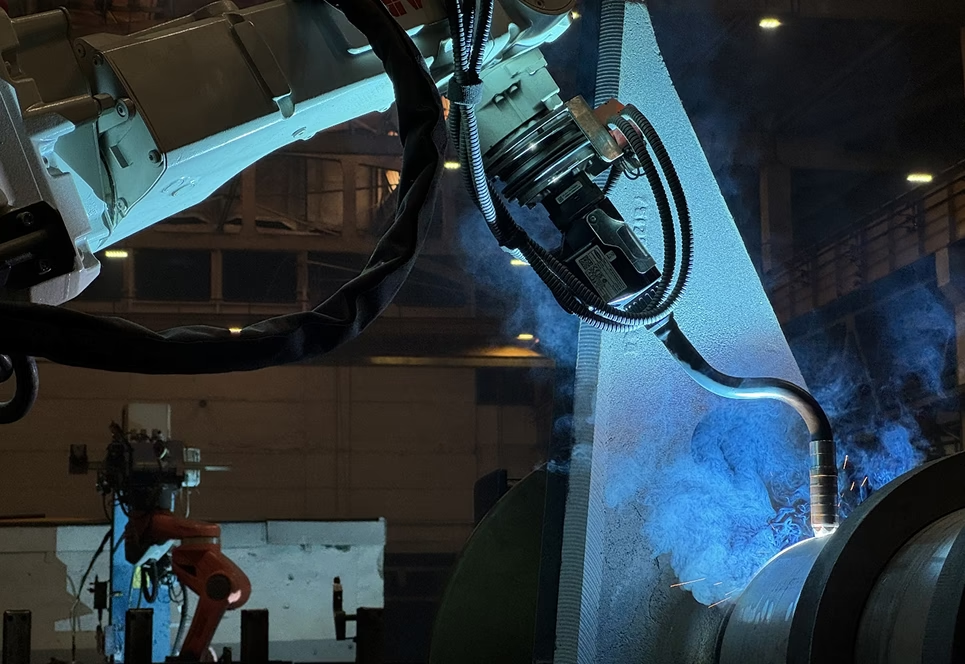
Preheating of the part is carried out using a gas burner mounted on a removable bracket. During preheating, continuous flame monitoring is performed; the heating temperature is determined automatically using a pyrometer. Once the target heating temperature is reached, the manipulator places the heating tool on the tool change station and begins welding. The flame is ignited using a burner with an automatic ignition device.
Workstation Layout
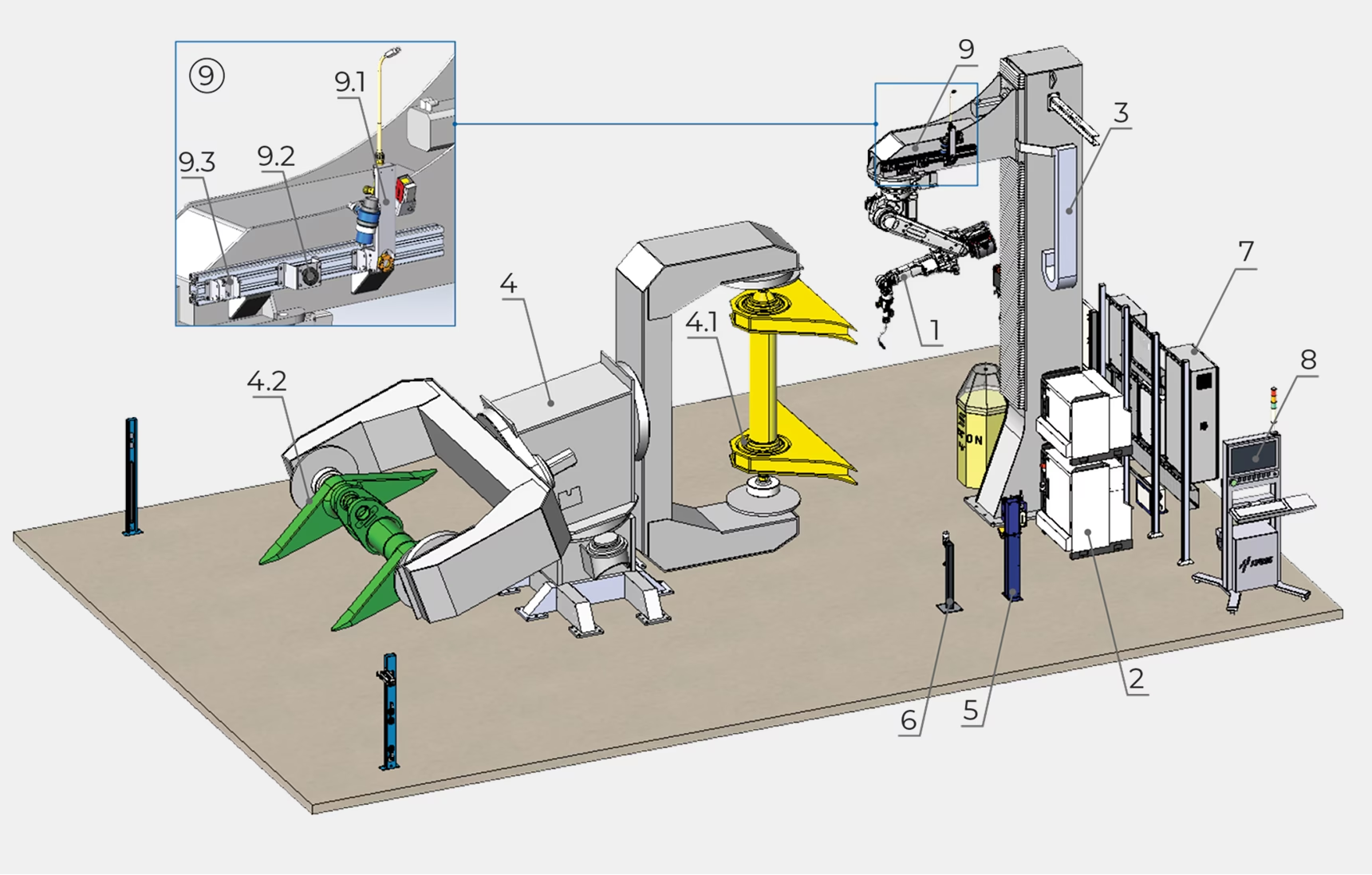
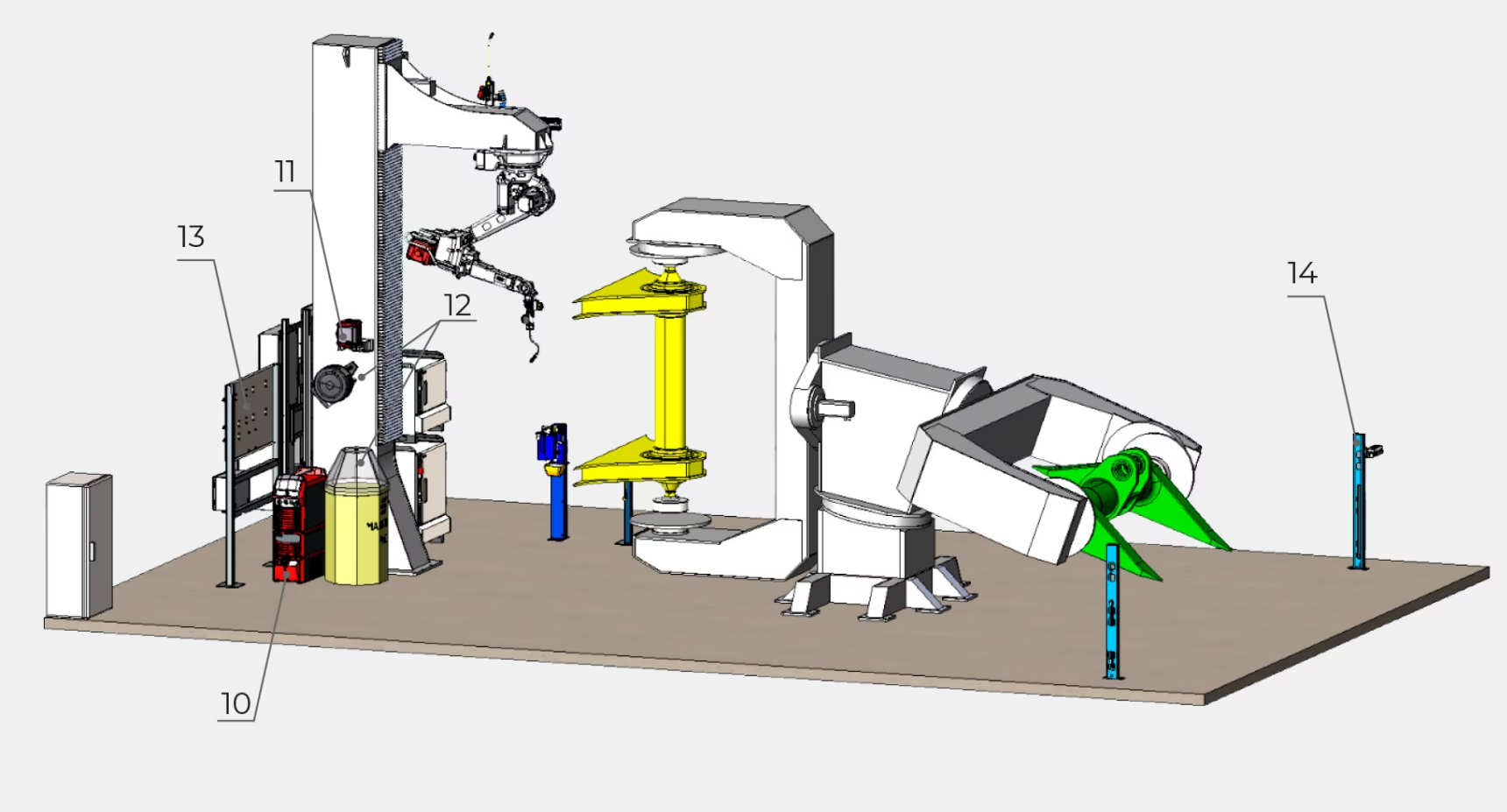
A — complex plan, B — workstation arrangement
- Industrial manipulator
- Industrial manipulator controller
- Industrial manipulator column
- Five-axis positioner:
- 4.1. Workstation №1
- 4.2. Workstation №2
- Welding torch cleaning station
- Automatic gas burner ignition device
- RTC control cabinet panel
- Operator stand
- Tool change station:
- 9.1. Removable tool for gas preheating
- 9.2. Plug
- 9.3. Spare slot
- Welding power source
- Wire feeder mechanism
- Wire drum and spool
- Gas control panel
- Light barriers
The RTC can be operated by a single welder.
Main tasks of the RTC operator:
- Assembly, installation, and removal of the workpiece
- Starting the technological cycle in automatic mode
- Monitoring the execution of work programs
- Performing manual welding operations in the operator's work zone
- Replacing wear parts and consumables
- Visual inspection of weld quality
- Adjusting work programs (if necessary)
- Writing work programs (if necessary)
System Components
Industrial Robot Manipulator
Type — articulated anthropomorphic
Max. working radius — 1850 mm
Payload — 15 kg
Number of axes — 6
Position repeatability, RP — 0.026 mm
Vertical column stroke — 2390 mm

Five-Axis Positioner
Number of workstations — 2
Payload of each workstation — 1200 kg

Welding Power Source
Torch cooling — liquid-cooled
Welding current range — 3–600 A
Output voltage range (MIG/MAG) — 14.2–44.0 V
Efficiency at 400 A / 36 V — 89%
Open-circuit voltage — 74 V

Manipulator with Interchangeable Tool for Gas Preheating
- Preheating torch
- UV flame presence sensor
- Infrared pyrometer
- Bracket for gas preheating tool
- Pneumatic gripper
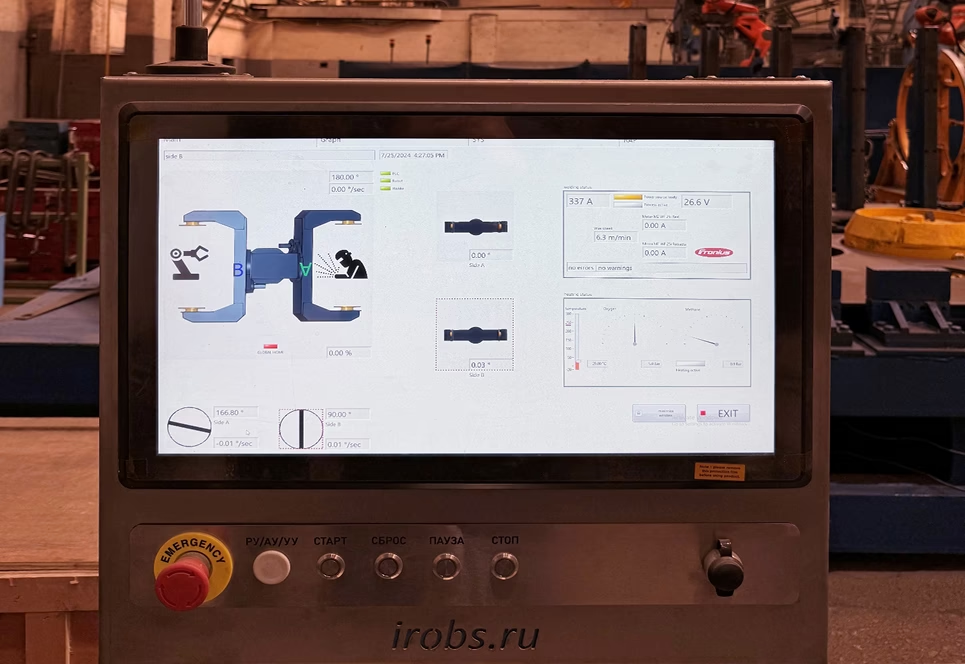
Operator Panel
- Color touch operator display
- Screen diagonal up to 22″
- Emergency stop buttons
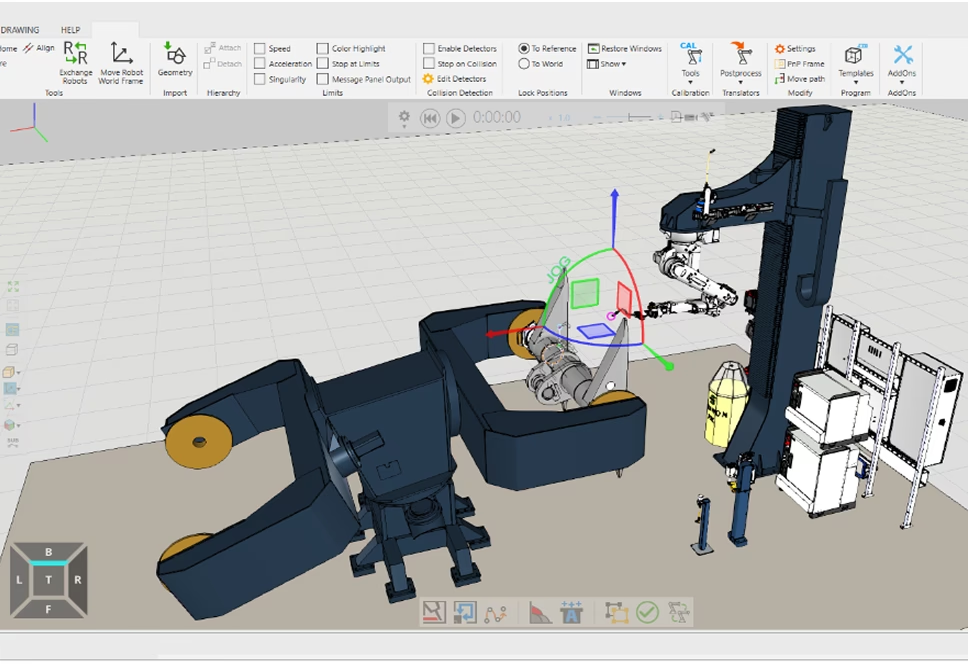
Offline Programming Software
Allows performing the following operations:
- Creating manipulator movement trajectories
- Defining weld seam "searches"
- Generating welding trajectories
- Generating multi-pass welding trajectories
- Checking trajectories for potential collisions with RTC peripherals
- Simulating created programs
Examples of the Complex in Operation

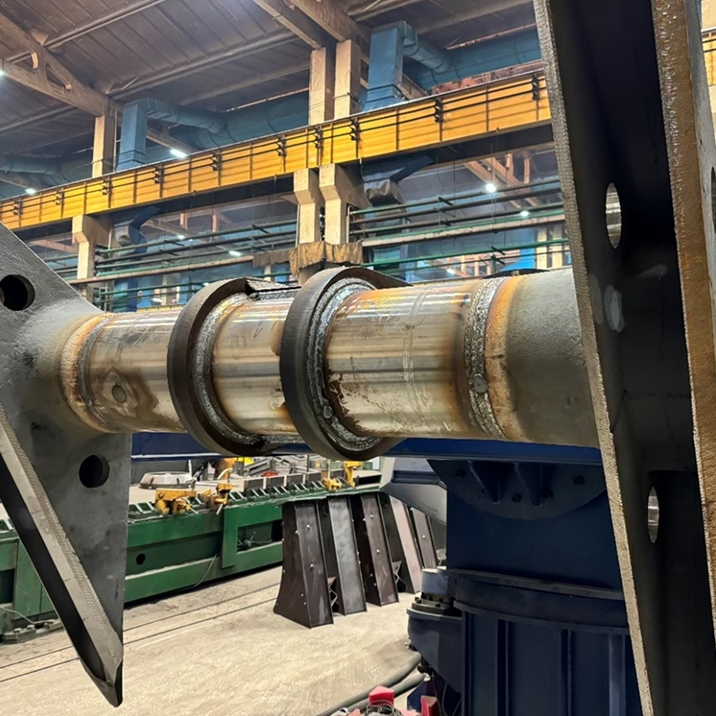



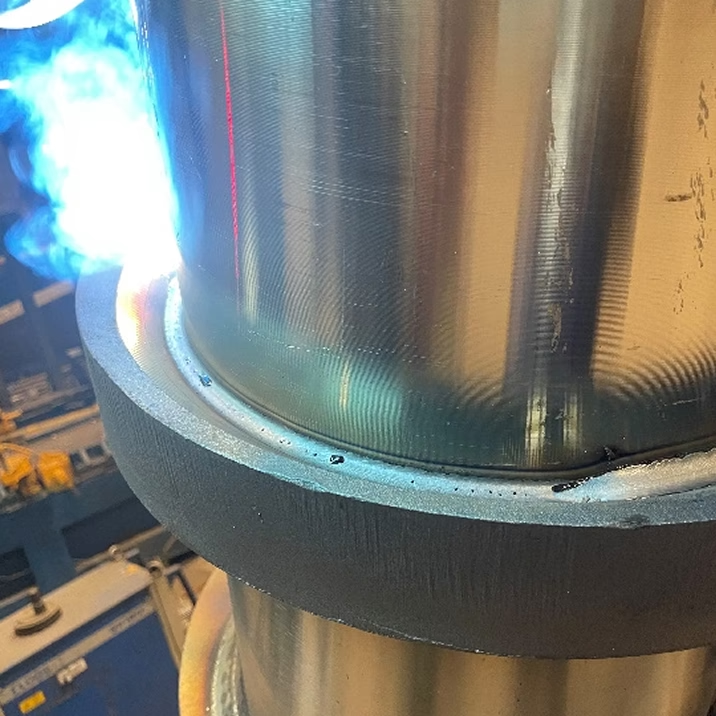

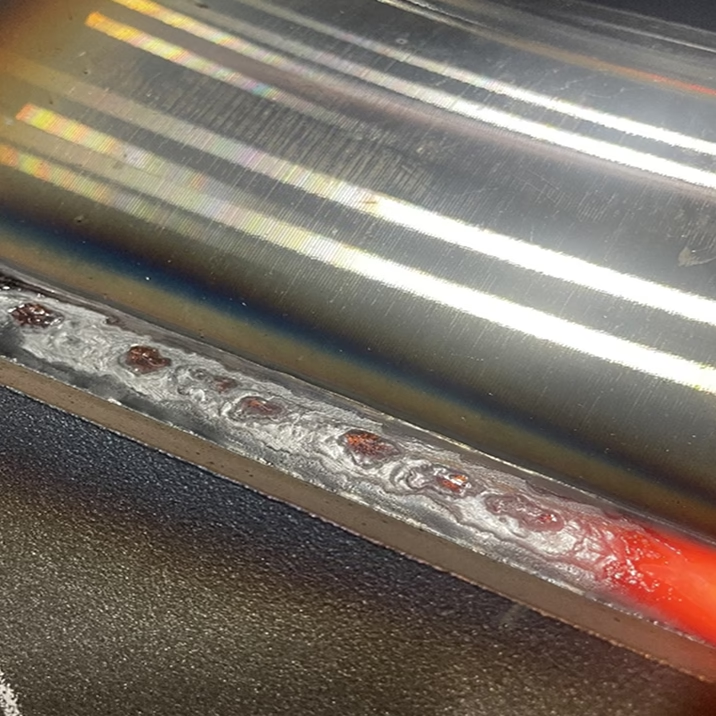
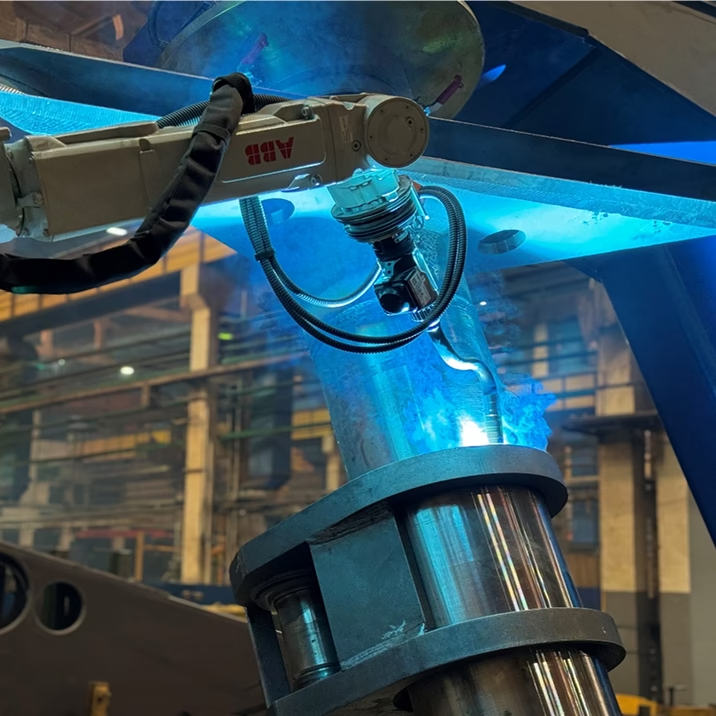
Gallery of completed projects














