










































Compact Handheld Laser Welding System by IPG Photonics
The company "Intellectual Robot Systems" presents a revolutionary, compact, and user-friendly handheld laser welding system LightWELD 1500 from the global leader in fiber laser manufacturing IPG Photonics.
ADVANTAGES
Faster - less setup and higher welding speed
 Faster - less setup and higher welding speed
Faster - less setup and higher welding speed 
Main Specifications
| Specification | Value |
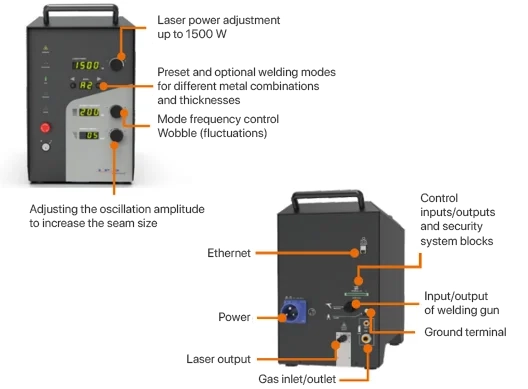
| Laser power, W | up to 1,500 |
| Peak power, W | up to 2,500 |
| Number of preset modes | 50 |
| Weld width in Wobble mode, mm | up to 5 |
| Wobble frequency, Hz | up to 300 |
| Dimensions (W×H×D), mm | 641×316×534 |
| Weight, kg | 53 |
HANDHELD LASER WELDING CAPABILITIES
Handheld laser welding is suitable for dissimilar metals of various thicknesses and allows for creating aesthetically pleasing, high-strength joints without requiring professional welding skills. By acquiring such a handheld laser welding device, you significantly increase productivity, reduce the cost of welded products, and solve a number of challenges associated with welding technology.
Main Weldable Materials
| Metal | Thickness (single-sided welding) |
Thickness (double-sided welding) |
Samples |
| Stainless Steel | up to 5 mm | up to 10 mm |  |
| Galvanized Steel | up to 5 mm | up to 10 mm |  |
| Carbon Steel | up to 5 mm | up to 10 mm |  |
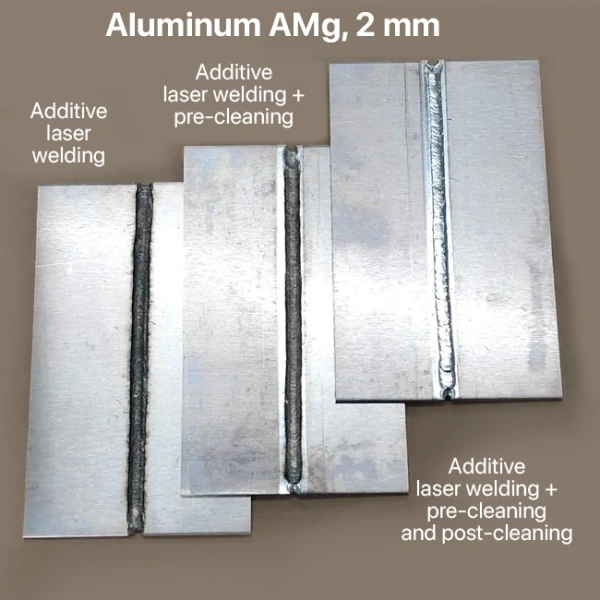
| Aluminum | up to 5 mm | up to 10 mm |  |
| Copper | up to 1 mm | up to 10 mm |  |
LightWELD 1500 Handheld Laser Welding |
Traditional Welding |
 |
 |
.gif)

.gif)
The company "Intellectual Robot Systems" invites you to a demonstration of the handheld laser welding system at our demo center.

To schedule a demonstration and test the equipment personally, write to us via email, call, or send a request directly from the website.
"Intellectual Robot Systems" offers the LightWELD 1500 laser welding machine with a special supply package, including a wire feed mechanism and wire feed bracket, at an affordable price.
Delivery is available throughout Russia and Belarus.
LightWELD 1500 laser welding equipment comes with a 12-month warranty. Post-warranty service is also available.
Frequently Asked Questions (FAQ)
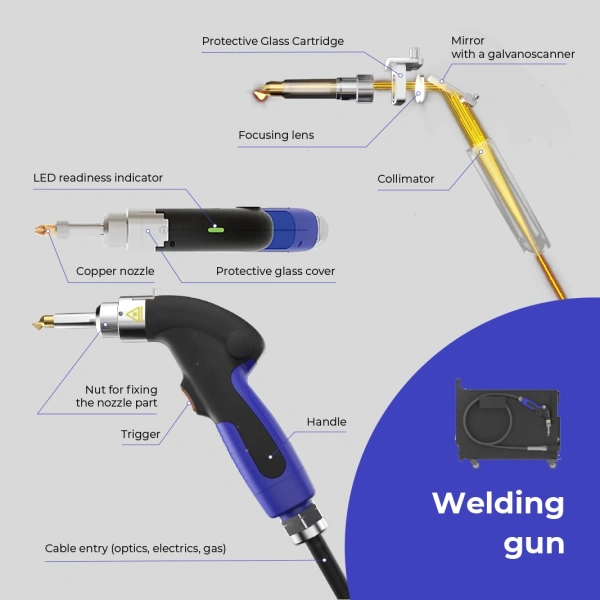
Laser welding is the process of creating a permanent welded joint by melting metal, during which a weld seam is formed. The main difference between laser welding and traditional arc welding methods is that the energy source is a laser beam—a high-energy, concentrated coherent light beam. Handheld laser welding differs in that the movement of the welding tool—the handheld welding head (HWH)—and thus the laser beam, as well as control of the radiation and shielding gas, is performed manually by the operator.
In laser welding, the energy source that melts the metal is a laser beam. A distinctive feature of laser processing is the extremely high energy concentration per unit area of the workpiece. Laser radiation is focused into a high-energy, small-diameter (about 150 μm) coherent beam. When this beam hits the surface, some of it is reflected and scattered, while the remaining energy is absorbed, causing intense and highly localized heating and melting. This results in high welding speed, deep penetration with a narrow seam, minimal heating of the workpiece, and a small heat-affected zone.
Handheld laser welding can join a wide range of metals. A major advantage is the ability to weld dissimilar metals, for example, joining copper to steel. Lasers can also weld titanium, copper, brass, and their alloys. The table below shows the weldable metals and their thicknesses:

The main difference between these laser types is the wavelength. Fiber lasers operate at 1.06 μm, while CO2 lasers operate at 10.6 μm.
As shown, the absorption coefficient of metals at the fiber laser wavelength is several times higher than at 10.6 μm. Power density is crucial in laser processing—how much power can be delivered to a minimal spot. Coherent radiation with a shorter wavelength can be focused to a smaller spot, resulting in higher power density for fiber lasers compared to CO2 lasers. Therefore, fiber lasers are preferred for metal processing. CO2 lasers are advantageous due to their lower cost and ability to process non-metallic materials such as wood and acrylic.
.png.webp?176035294217488)
IPG is a global leader in fiber laser production. It pioneered fiber laser technology and sets industry standards in many fields.
Since the 2000s, IPG has focused on protecting fibers from back-reflection. Their sources contain highly sensitive sensors that monitor back-reflection at various levels and reduce generation if a threshold is exceeded, protecting the active fiber.
IPG lasers degrade less compared to competitors and offer the widest modulation range, enhancing versatility. In short, IPG is a premium laser equipment brand.
Raycus, founded in 2007, grew rapidly and by 2012 was recognized as a key high-tech enterprise in China, accounting for around 30% of domestic industrial fiber laser sales. Raycus lasers offer comparable power and beam quality to IPG, but lack full back-reflection protection. Therefore, they are not recommended for highly reflective materials like copper, brass, or titanium alloys.
Studies show that laser-welded low-alloy or low-carbon steel joints have high mechanical properties, often exceeding those of conventional welds. Laser welding provides uniform strength between the base metal and the weld. Ductility and impact toughness remain high. The concentrated laser beam ensures consistent high-quality welds across steel grades. Additionally, laser welding increases resistance to hot cracking due to rapid cooling and fine grain formation.
Laser welding offers numerous advantages: high energy concentration for fast processing (up to 4× TIG and 2× MIG), thin and precise welds, minimal heat input and heat-affected zone, reduced deformation and warping, and virtually no post-weld cleaning. It allows welding in any position, including overhead. Modern laser sources provide high efficiency and process stability. The technology is simple and requires minimal training. Laser welding is versatile, able to join all common metals, including copper, brass, and titanium.
Laser welding is suitable for parts of any size with thin metal (0.1–6 mm). It is ideal when welding is a bottleneck, needing higher productivity, reduced cleaning, and improved appearance. It simplifies the process, ensures precision, and supports high speeds (100–200 m/h), making it perfect for large assemblies. Handheld laser welding can also join difficult or dissimilar materials without vacuum chambers, unlike electron beam welding.
Main industries and applications:
- Automotive: body parts, exhausts, fuel tanks, seats, door panels, solenoids, airbags, injectors, gears, transmission components, ABS, flanges, headlights.
- Food industry: thin stainless steel parts for containers, kitchen and refrigeration equipment, conveyors, appliances, sinks, etc.
- Furniture and decor: loft-style and metal furniture, safes, medical furniture, drawers, etc.
- Aerospace and shipbuilding: aluminum components.
- Medical and chemical industries: surgical instruments, furniture, titanium and medical tubing, special medical furniture.
- Consumer goods: boilers, signage, distillation equipment, appliances, fences, grills, packaging, heat exchangers, interior decor, trailers, bicycles, radiators, towel warmers, etc.
Operating laser welding is straightforward and requires no special training. Set the machine mode, select a preset program for the material and thickness, or create custom settings for power, scanning (oscillation), and beam movement. Fix the workpiece, position the nozzle at an angle, and use the two-stage trigger to start gas flow and laser emission, guiding the laser along the seam manually. Monitor and adjust welding parameters as needed. After welding, check seam quality and perform additional surface treatment if necessary. Always use safety gear such as protective glasses and gloves.





