iRS-SL-clad robotic laser cladding system
The iRS-SL-clad robotic laser cladding system is a mobile laser powder cladding solution designed for the repair, restoration, and modification of molds and large-sized components. The system enables processing of large parts weighing up to 3 tons. Its ergonomic design reduces setup time and simplifies preparation for operation. The use of an industrial robot allows cladding on flat, cylindrical, as well as complex curved surfaces.
Key Advantages
The compact design of the system provides several significant benefits for production tasks:
- Mobility. All system components are mounted on a single frame, allowing easy movement between workshops and quick adaptation of production to specific tasks.
- Ease of integration. Thanks to its compact dimensions, the system can be seamlessly integrated into existing production processes. It does not require the construction of new facilities or major workshop restructuring.
- Ergonomics. The system’s functional elements are optimally arranged—everything necessary is within easy reach of the operator. This ensures convenient and intuitive operation while reducing preparation and processing time.
Operating Principle
The laser cladding process is based on the use of high-intensity laser radiation to melt the surface of the material while simultaneously adding filler material (powder or wire). In its molten state, it forms a strong and durable coating, while the base material experiences minimal melting. Its original structure remains largely unchanged.

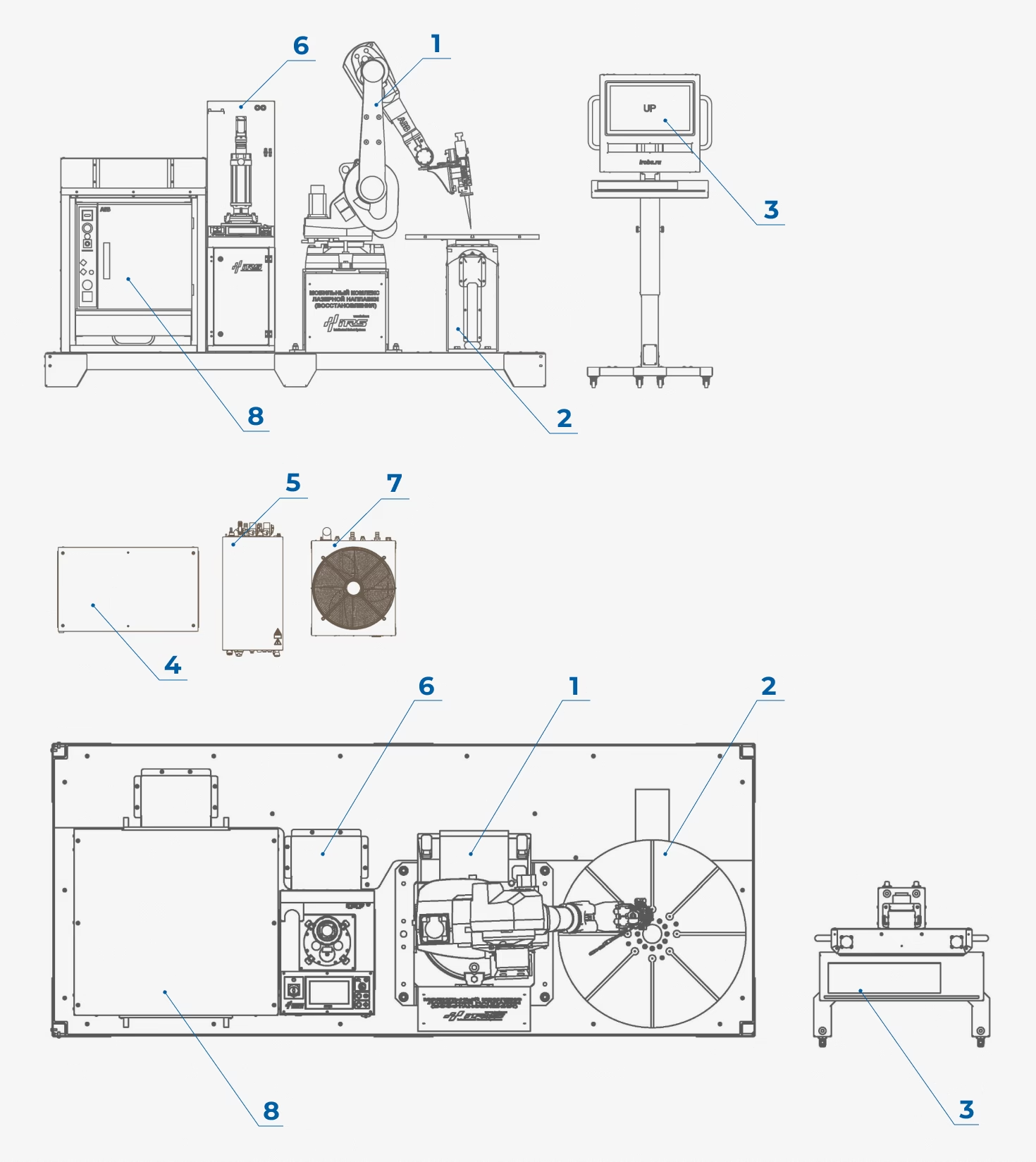
Main system components
- Industrial robot
- 90° tilting manipulator
- Control panel
- Control cabinet
- Laser source
- Powder feeder
- Chiller
- Robot controller
Technical specifications
Minimum workpiece diameter — 30 mm
Maximum workpiece diameter — 1000 mm
Maximum workpiece length — 1000 mm
Maximum workpiece weight — 3 t
Laser source power — 2 kW
Cladding productivity — up to 5 kg/h
Cladding layer thickness — from 0.05 to 3 mm
Melting depth — from 0.01 to 0.5 mm
Hardening zone depth — from 0.1 to 1.5 mm
Cladding material type — wire, powder
Industrial robot FANUC / ABB / KUKA
Cladding Process
- Surface preparation:
the surface of the workpiece is cleaned from contaminants and oxides to ensure proper adhesion of the new coating. - Coating application:
the laser beam melts the top layer of the material while the filler material is fed into the melt zone, where it bonds with the base material. - Cooling:
after the coating is applied, it solidifies. Due to the high cooling rate, the resulting coating has excellent strength and wear resistance.

Advantages of Robotic Laser Cladding

High precision and quality control:
the use
of a
robotic system ensures high accuracy
in the coating process, which is critical for components with
complex
geometry.

Low thermal and mechanical deformation:
laser
cladding is characterized by a low level
of thermal distortion, allowing parts to be processed
with minimal
changes in their shape.

Material efficiency:
the technology allows precise
dosing of the filler material,
reducing its consumption and making the process more cost-effective.

Wear and corrosion resistance:
coatings produced by
laser cladding exhibit high
resistance to wear, corrosion, and chemical exposure.

Flexibility and adaptability:
robotic systems can be
configured to work with various
materials and perform a wide range of operations, making them
highly
versatile.
System Components

Laser Source
The main element of the system that generates a high-intensity laser beam. The iRS installations typically use continuous VPG laser sources with a power range of 1–4 kW.
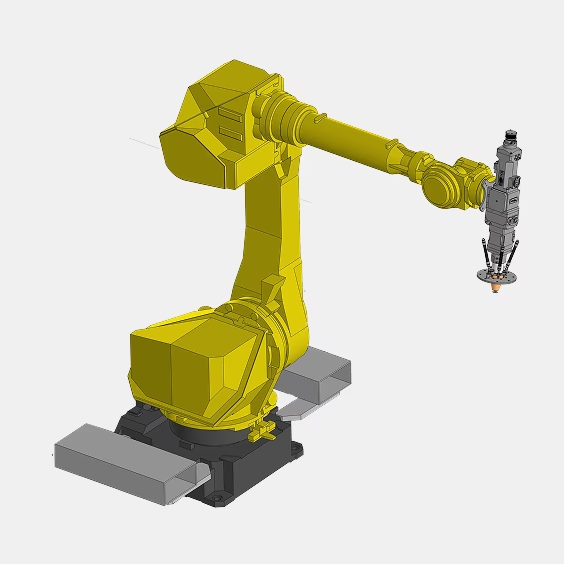
Industrial Robot
Responsible for the precise movement of the laser beam and the delivery of filler material into the cladding zone. Industrial robots provide high accuracy and can perform complex motion trajectories. iRS builds systems based on ABB, FANUC, KUKA, and Staubli robots.

Powder or Wire Feeding System
Depending on the selected cladding type, either powder or wire feeding is used. These systems ensure precise delivery of filler material into the laser processing zone, where it melts and bonds with the base material.

Cooling System
To maintain stable operation of the laser equipment, the system includes an industrial chiller that ensures optimal temperature for the laser source and the optical head.
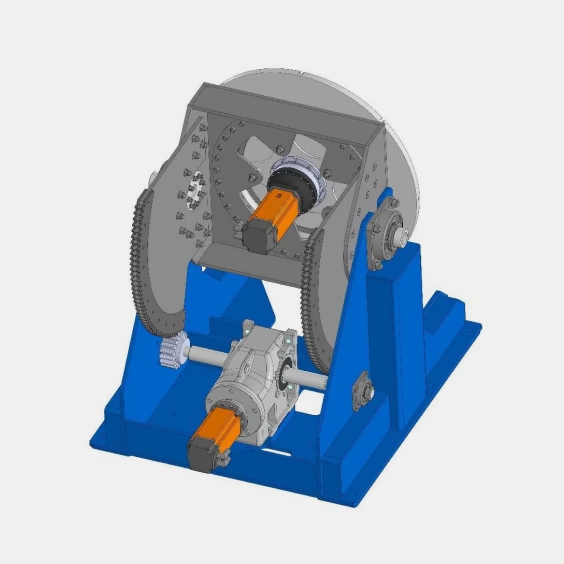
90° Tilting Manipulator
Allows the workpiece to be oriented in space for optimal accessibility and laser head positioning.

Control Panel
Designed in an industrial format with a dust- and moisture-resistant keyboard and mouse. Used for selecting control programs and adjusting process parameters.

Monitoring and Control System
Includes temperature sensors, visual monitoring cameras, and control systems that track process parameters in real time, ensuring high stability and coating quality.

Gas Supply Unit
An inert gas (such as nitrogen or argon) is used to protect the cladding zone from oxidation and contamination. The gas also helps remove molten particles and maintain a clean working environment.
Applications
Robotic laser cladding systems are used in various industries, such as:
- Aerospace: for restoring and strengthening components exposed to high wear.
- Automotive industry: for improving the properties of engine parts such as cylinders and pistons.
- Energy sector: for repairing and protecting pipelines, boilers, and other critical components.
- Mechanical engineering: for restoring and upgrading working parts of machines and tools.

Conclusion
The iRS-SL-clad robotic laser cladding system is a versatile and compact solution for the repair, restoration, and modification of molds and large-sized components. Thanks to its mobility, ergonomic design, and compactness, it can be easily integrated into existing production facilities, expanding their technological capabilities without requiring changes to the existing infrastructure.
Gallery of completed projects














