iRS-CL-clad robotic laser powder cladding system in a controlled atmosphere
Robotic laser powder cladding system in a controlled atmosphere iRS-CL-clad — an automatic system for coating metals and alloys in a closed-type controlled atmosphere.
Operating principle
The laser cladding process takes place in a controlled argon atmosphere. This ensures consistently high quality of the deposited material, prevents porosity formation, and eliminates oxide film formation when processing materials with high chemical activity.
The workpieces are installed as a batch onto a trolley located on the loading table. The trolley with workpieces is manually moved into the vacuum airlock. Air is evacuated from the airlock to the reference pressure value. Argon is supplied into the airlock, and the pressure between the airlock and the main chamber is equalized. The airlock opens automatically.
An industrial robot equipped with a gripper places the workpiece onto the rotary table. The robot automatically changes the tool to a laser optical head and starts the processing operation. After processing is completed, the industrial robot changes the tool again and places the processed workpiece onto a pallet. The process is repeated for the next workpiece.
Key Advantages
- Controlled atmosphere
- Time and argon savings
- fully depressurize the chamber;
- evacuate air again (if vacuum is used);
- purge the chamber with inert gas until the required atmosphere purity is reached;
- monitor the atmosphere composition using gas analyzers.
Processing is performed in a controlled argon atmosphere inside a stainless steel chamber. The chamber completely isolates the working area from oxygen, moisture, nitrogen, and other harmful impurities that may reduce weld quality. This is especially important when welding chemically active metals such as titanium, which begins reacting with air at temperatures of 400–500 °C. The atmosphere control and regeneration system monitors and regulates oxygen, hydrogen, nitrogen, and moisture levels.
The airlock prevents air from entering the working zone. Without an airlock, after each new workpiece loading it would be necessary to:
Purging the chamber with argon or helium is a costly process. The airlock minimizes gas consumption because complete atmosphere replacement after each loading cycle is not required. This is especially relevant for large-volume chambers.
- Automatic batch processing of parts
- Manual cladding and defect repair capability
The operator’s task is to load the pallet with parts into the vacuum airlock. After that, the industrial robot and automation system perform all operations independently (see detailed system operation below).
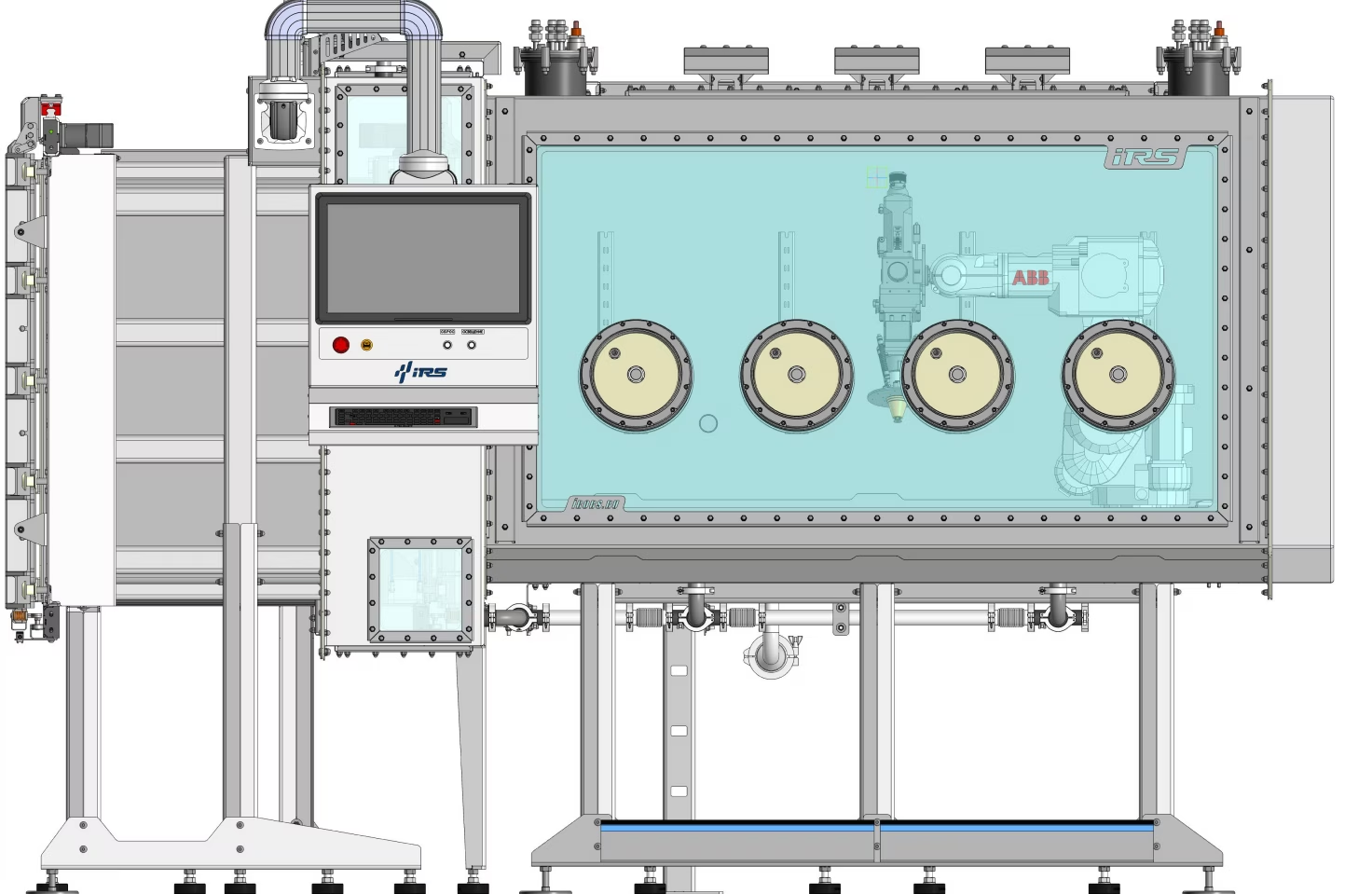
The chamber body includes four glove ports, allowing manual repair and restoration of components.
- Wire and powder cladding capability
- Atmosphere purification and analysis reactor system
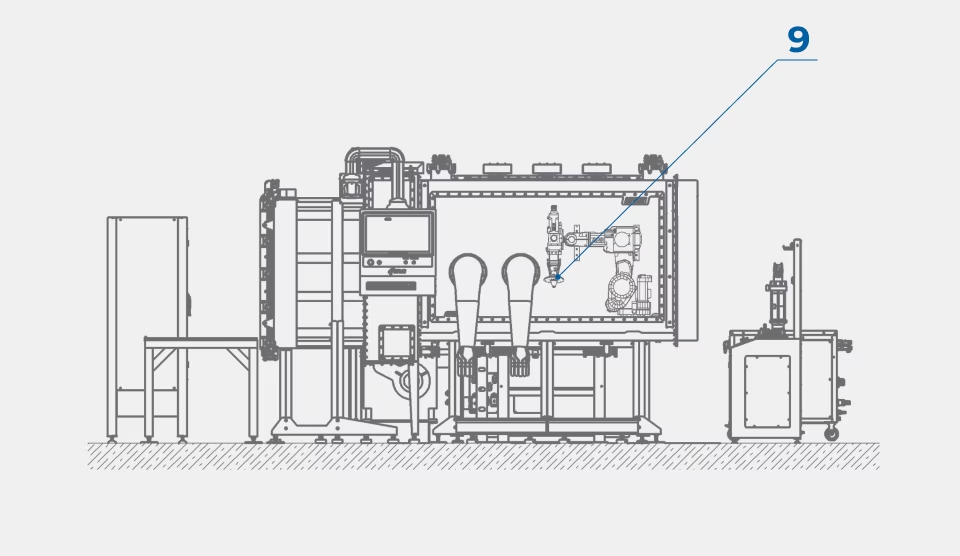
The system can be equipped with an additional tool (No. 3) — a laser optical head for wire cladding. Tool change is also performed automatically.
Continuously monitors and removes oxygen, moisture, nitrogen, hydrocarbons, and other contaminants automatically, reducing shielding gas consumption compared to continuous or periodic purging methods.
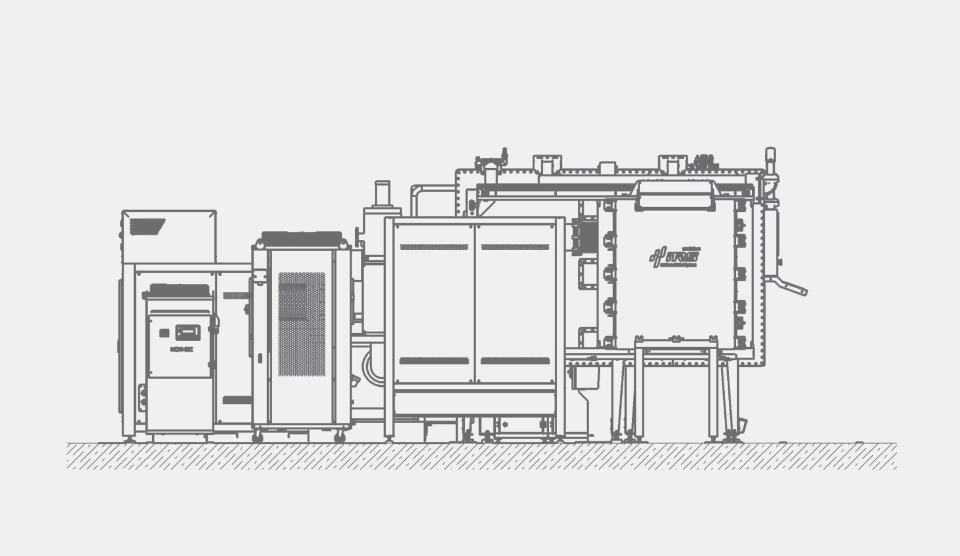
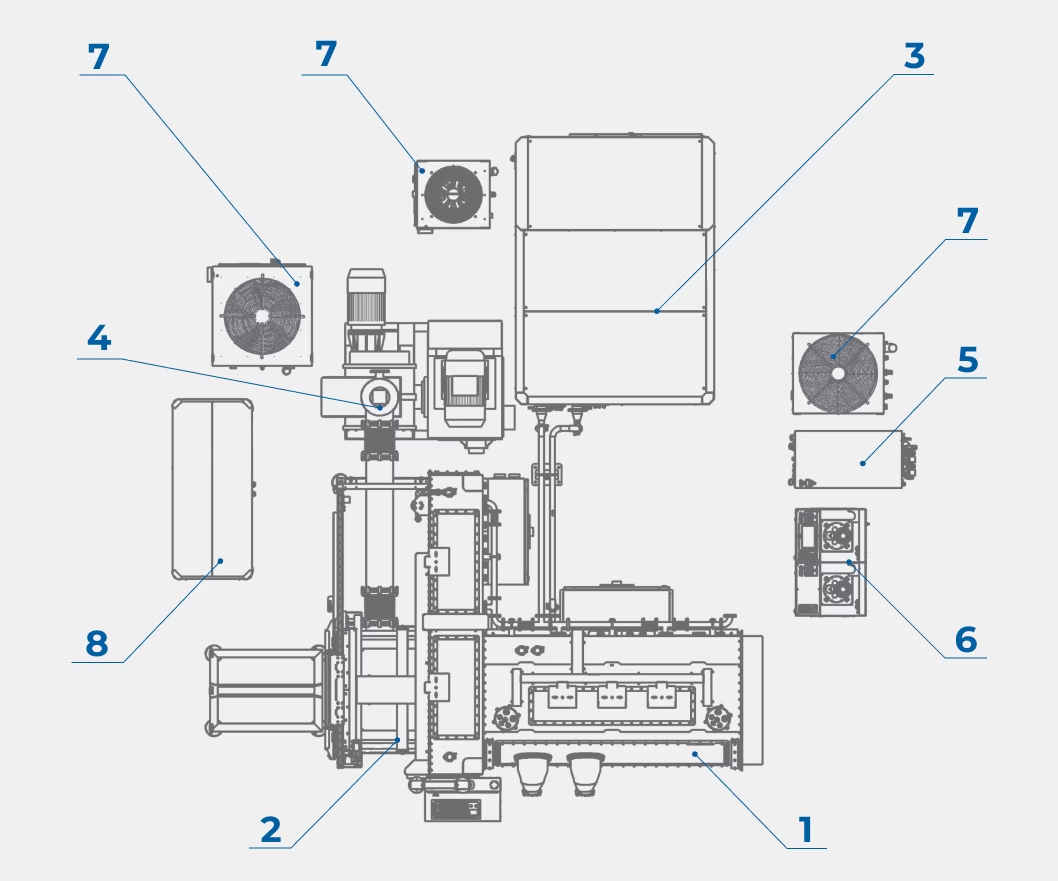
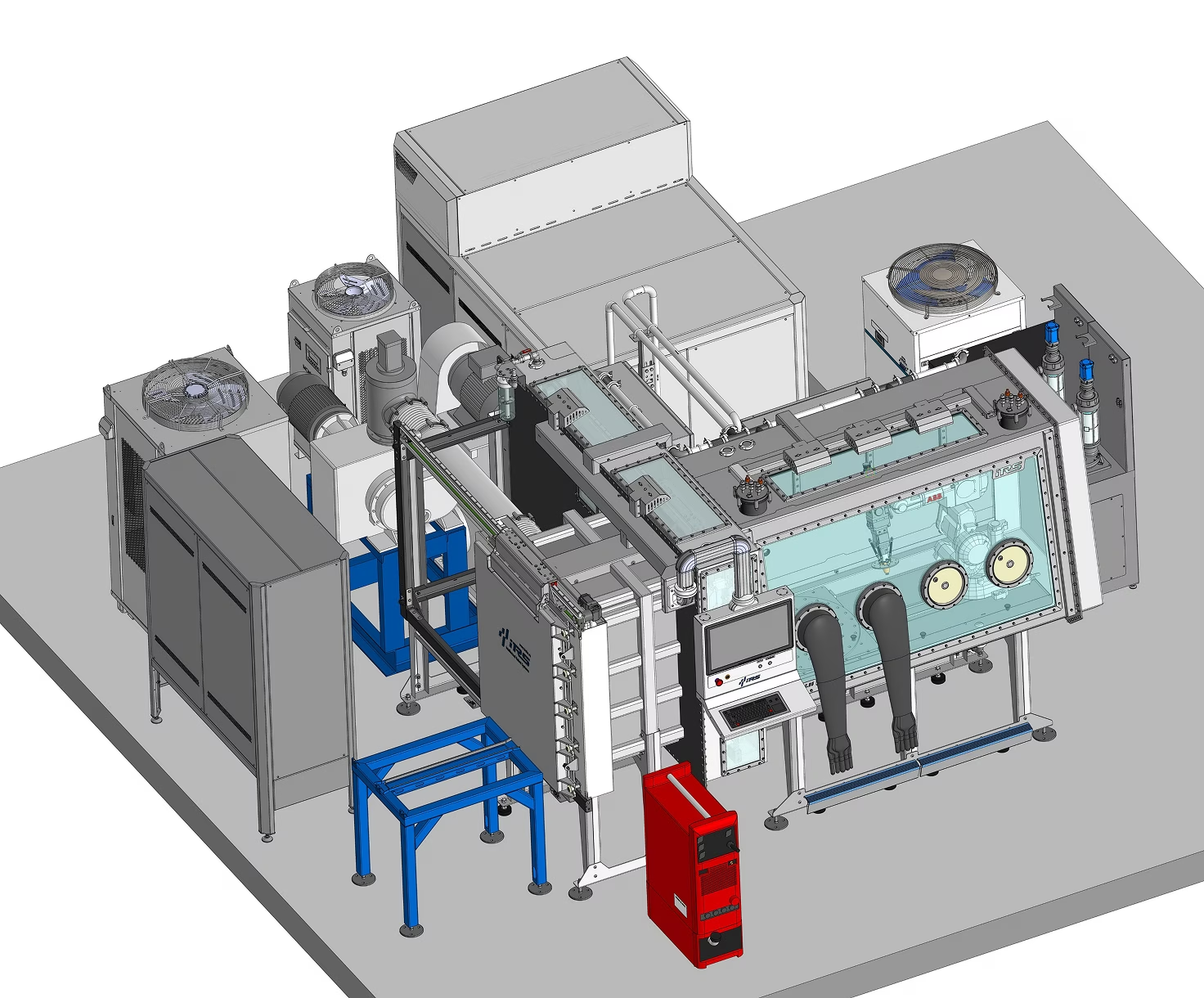
Main system components
- Protective atmosphere chamber
- Vacuum loading airlock
- Regeneration unit
- Vacuum pumping unit
- Laser source
- Powder feeder
- Chillers
- Gas cabinet
- Industrial robot with laser cladding head
System technical specifications
Minimum workpiece diameter — 30 mm
Maximum workpiece diameter — 500 mm
Maximum workpiece length — 800 mm
Maximum workpiece weight — 30 kg
Spindle rotation speed during cladding — 60 rpm (max.)
Cladding material type — wire, powder
Industrial robot FANUC / ABB / KUKA
Cladding Process Technology
-
Surface preparation:
the workpiece surface is cleaned from contaminants and oxides to ensure adhesion of the new coating. -
Coating application:
the laser beam melts the upper layer of the material, while the filler material is fed into the melt zone, where it bonds with the base material. -
Cooling:
after the coating is applied, solidification occurs. Due to the high cooling rate, the resulting coating demonstrates high strength and wear resistance.

Advantages of Robotic Laser Cladding

High precision and quality control:
the use of a robotic system enables high precision during the
coating process, which is critical for components with complex
geometries

Low thermal and mechanical deformation:
laser cladding is characterized by a low level of thermal
deformation, allowing parts to be processed with minimal changes to
their shape

Material savings:
the technology allows precise dosing of filler material, reducing
consumption and making the process more cost-effective

Wear and corrosion resistance:
coatings produced using laser cladding offer high resistance to
wear, corrosion, and chemical exposure

Flexibility and adaptability:
robotic systems can be configured to work with various materials and
perform a wide range of operations, making them highly versatile
System Components

Laser source
The main component of the system generating a high-intensity laser beam. iRS systems typically use continuous-wave VPG laser sources with power ranging from 1 to 4 kW.
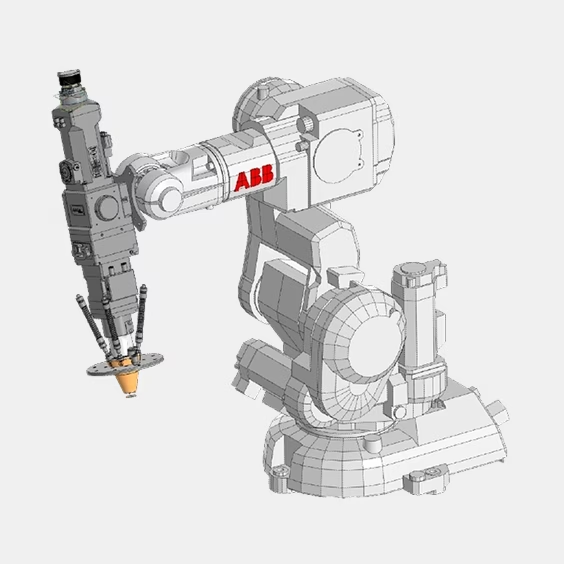
Industrial robot
Responsible for precise positioning of the laser beam and feeding the filler material into the cladding zone. Industrial robots provide high accuracy and can perform complex motion paths. iRS manufactures systems based on ABB, FANUC, KUKA, and Stäubli robots.

Powder or wire feeding system
Depending on the selected cladding type, either powder or wire filler feeding is used. These systems ensure precise material delivery into the laser interaction zone, where it melts and bonds with the base material.

Cooling system
To maintain stable operation of the laser equipment, the system includes an industrial chiller ensuring the optimal operating temperature of the laser source and laser optical head.

Control console
Designed for industrial use with a dust- and moisture-protected keyboard and mouse. Intended for selecting control programs and setting process parameters.

Gas supply unit
Gas, often inert (such as nitrogen or argon), is used to protect the cladding zone from oxidation and contamination. The gas also helps remove molten particles and maintains a clean working environment.
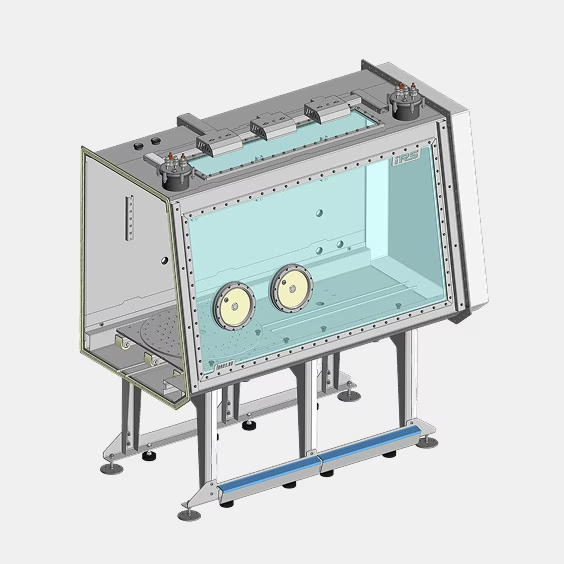
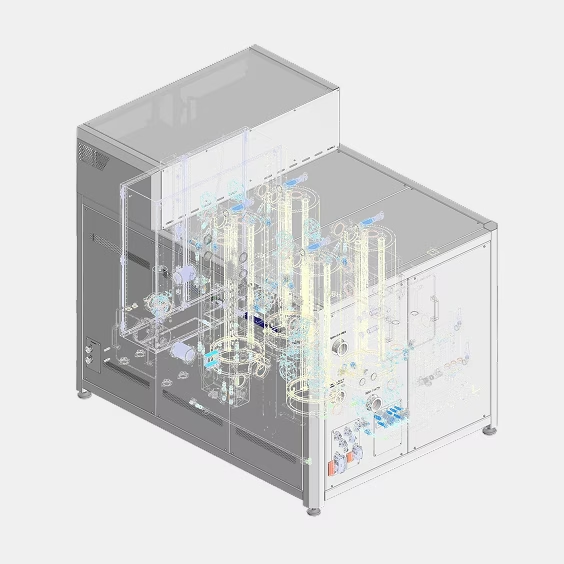
Controlled atmosphere welding chamber
The chamber completely isolates the working area from oxygen, moisture, nitrogen, and other harmful impurities that may reduce weld quality.
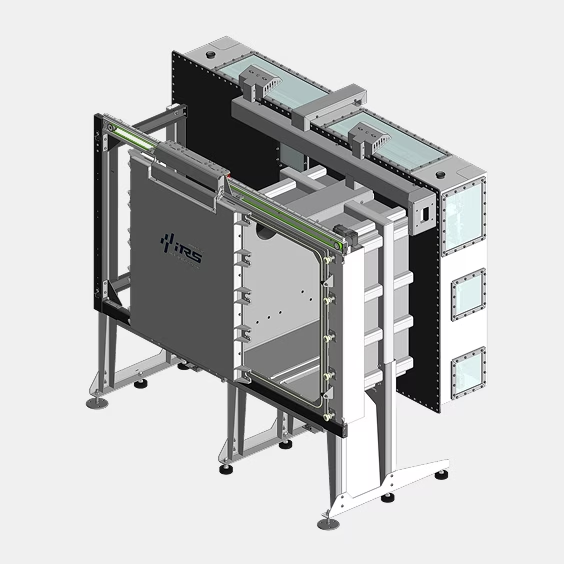
Vacuum airlock
The airlock prevents air from entering the working
zone.
Purging the chamber with argon or helium is a costly process. The
airlock minimizes gas consumption because complete atmosphere
replacement after each loading cycle is not required.
Pneumatic cabinet
A specialized control cabinet that centrally manages the pneumatic components of the system. It ensures accurate distribution of compressed air between actuators, monitors operating parameters, and guarantees safe equipment operation.
Atmosphere purification and analysis reactor system
Continuously monitors and automatically removes oxygen, moisture, nitrogen, hydrocarbons, and other contaminants.
Applications
Robotic laser cladding systems are used in various industries, including:
- Aerospace industry: for restoration and reinforcement of components exposed to high wear.
- Automotive industry: for improving the properties of engine components such as cylinders and pistons.
- Power generation: for repair and protection of pipelines, boilers, and other critical components.
- Mechanical engineering: for restoration and modernization of machine tool components and tooling.

Conclusion
Robotic laser powder cladding system in a controlled atmosphere iRS-CL-clad — a unique solution for restoration of components made of chemically active materials, ensuring guaranteed deposited layer quality, maximum processing cost efficiency, and a high level of automation.
Gallery of completed projects














