Automated Pipe Cladding Complex

The system provides welding seams and metal layer cladding for pipe billets made of carbon and low-alloy steels, high-alloy and austenitic steels, aluminum alloys, and high-nickel materials such as NIBAS 625, INCONEL 625, Hastelloy G35.
Maximum length of the pipe to be cladded — 12,000 mm
Range of diameters of pipes to be cladded — 38...300 mm
Range of wall thickness of pipes to be cladded — 3.0...25.0 mm
Maximum weight of the pipe to be cladded — 2,500 kg
Diameter of the rotator chuck bore — 310 mm
Number of welding torches — 2 pcs.
Range of primary wire feed speed — 1...25 m/min
General View of the System
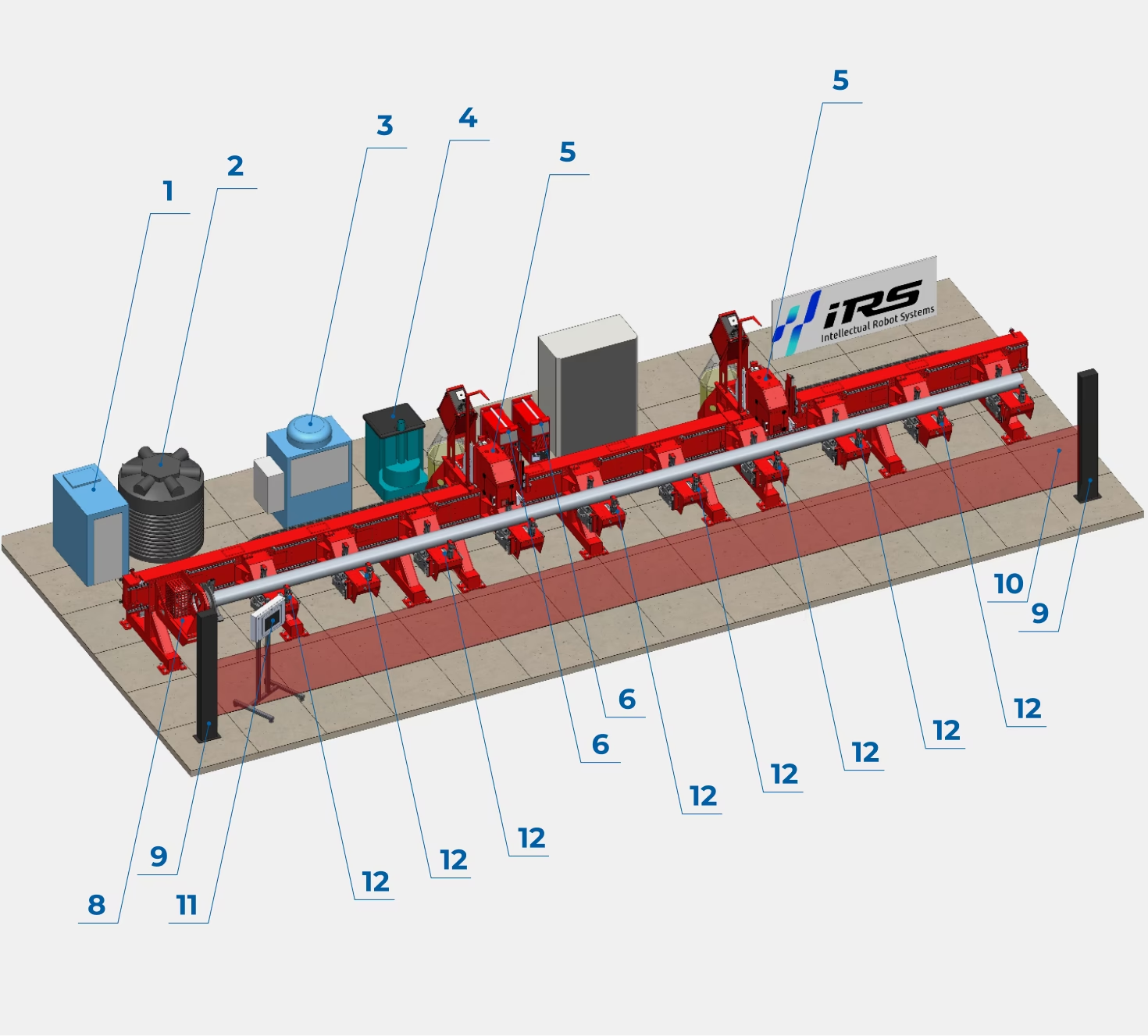
- Pump station
- Cooling liquid tank
- Industrial chiller — 1 set
- Filter and ventilation unit
- Driven cladding carriage
- Remote control panel for the welding power source
- Welding torch
- Wire feed mechanism
- Wire spool type
- Welding power source
- Welding unit
- Autonomous cooling system for welding equipment
- Control cabinet for the system
- Single-axis front rotator with hollow shaft
- Laser safety barrier stand
- Laser safety barrier
- Mobile system control panel
- Movable support
System Operation
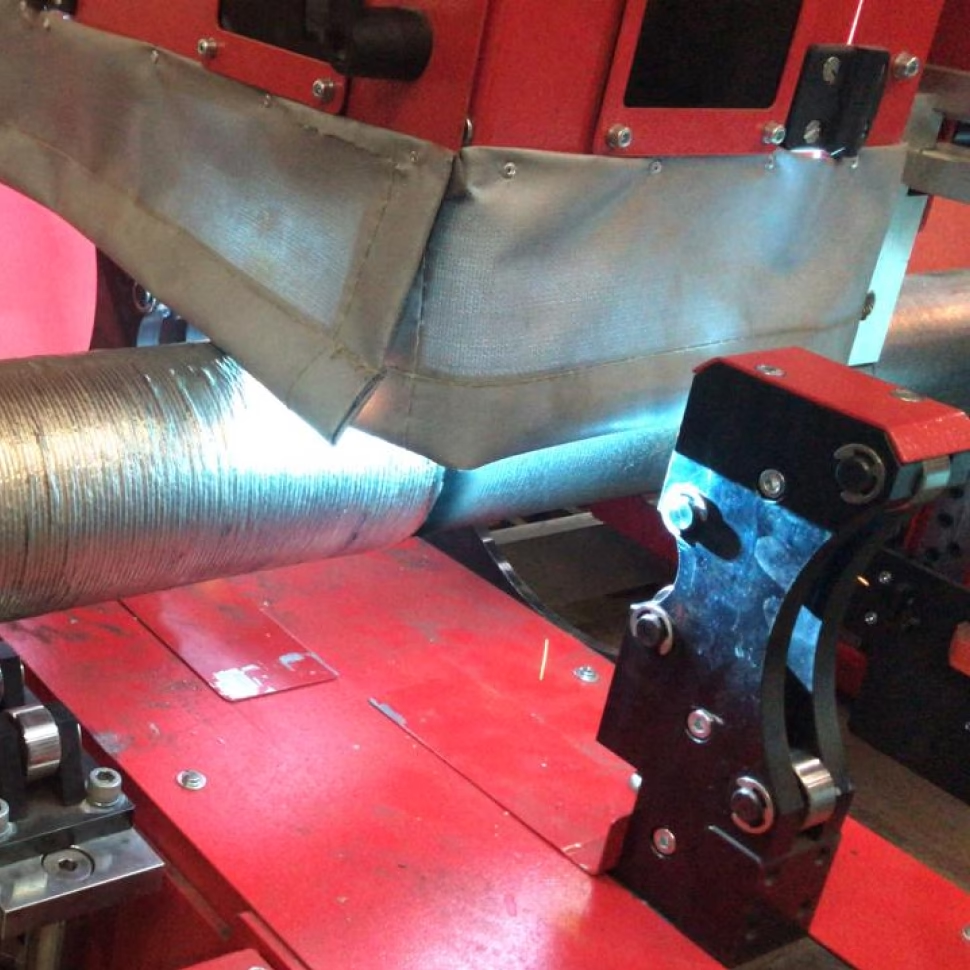

Type of welding process: MIG/MAG welding with solid wire and extended technological capabilities in the flat position
Welding capabilities:
- DC welding with natural metal transfer
- Pulse arc welding with fine droplet metal transfer
- Welding with forced droplet detachment ("cold metal transfer"). Droplet detachment is controlled by a special algorithm for current and voltage adjustment
- Welding with forced droplet detachment ("cold metal transfer"). Droplet detachment is controlled by a special algorithm for current, voltage, and reciprocating wire movement
- Process with a special current control algorithm during metal transfer to the weld pool (controlled droplet transfer) to manage heat input, improve stability, and suppress spatter
- Process with deep V-groove penetration (submerged arc welding)
- Combined welding process with two alternating pulse forms or two alternating types of metal transfer (e.g., spray + large droplet) to ensure deep penetration and good external weld quality
- Penetration stabilization mode when changing wire extension by automatic dynamic wire feed speed adjustment
- Arc length stabilization mode in pulse welding by controlling arc length with short-circuiting during droplet transfer
Main materials of the workpieces:
- Welding of carbon and low-alloy steels in carbon dioxide
- Welding of carbon and low-alloy steels in M21 mixture (Ar + 5–25% CO2)
- Welding of high-alloy and austenitic steels in M12 mixture (Ar + 2–5% CO2)
- Welding of high-alloy and austenitic steels in carbon dioxide
- Welding of aluminum alloys in argon
- Welding and cladding of high-nickel materials such as NIBAS 625, INCONEL 625, Hastelloy G35 in argon and gas mixtures like ArHe, ArHeHCO2

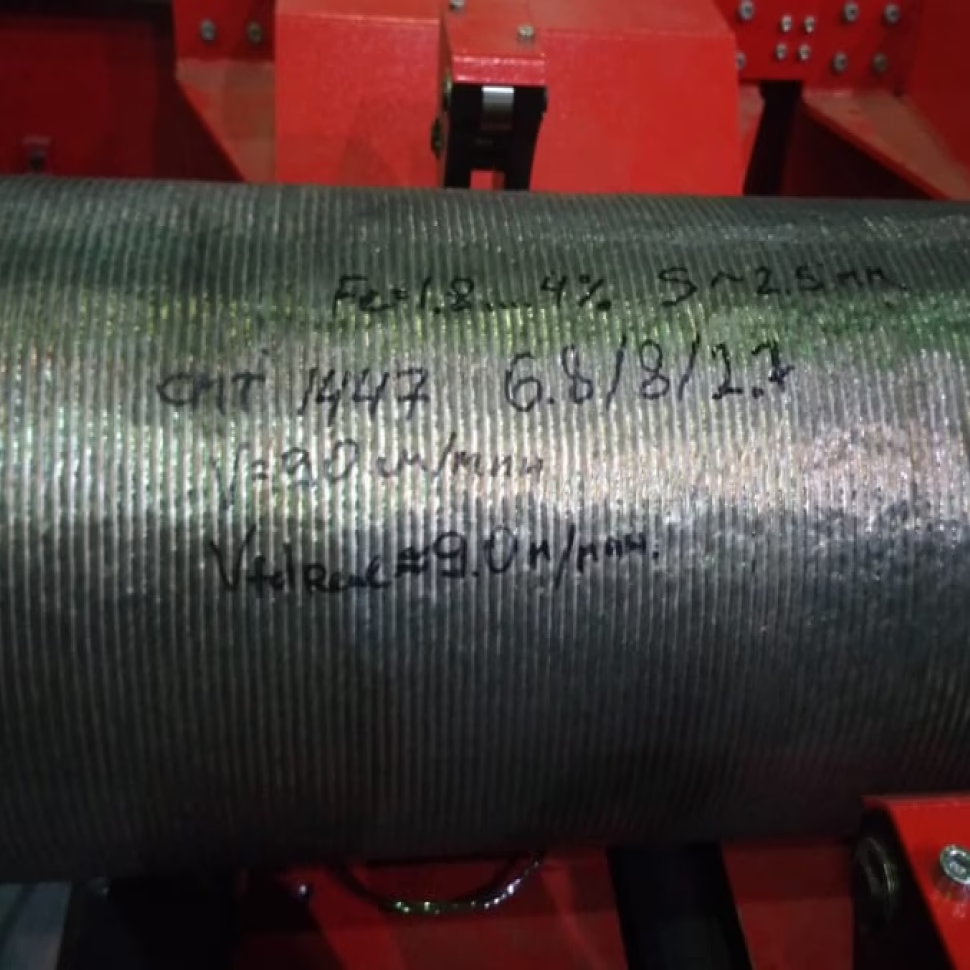
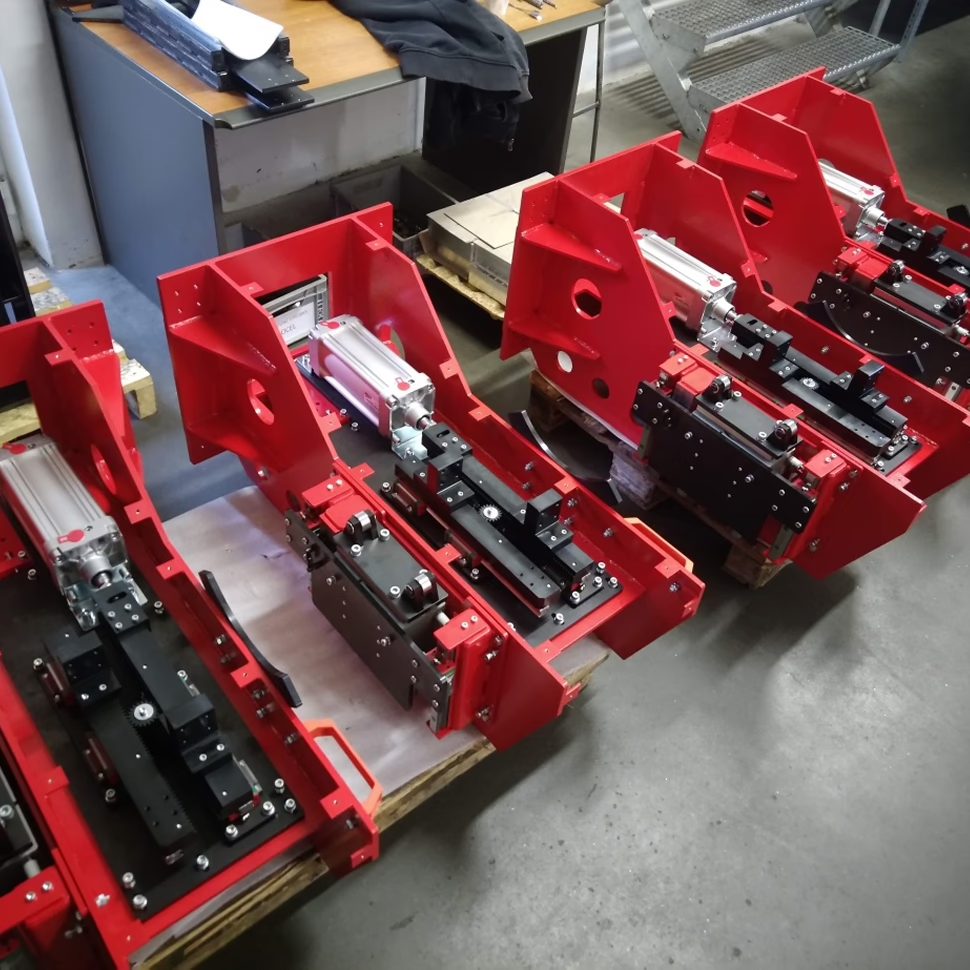
Gallery of completed projects














